anwenderreportage
SCHUNK Beta SCHUNK Delta: High-End-Automatisierung in der Sensorproduktion
Wer an Hochlohnstandorten wie der Schweiz wirtschaftlich produzieren will, tut gut daran, auch angestammte manuelle Prozesse auf deren Automatisierungspotenzial zu prüfen. Der Drucksensorspezialist Keller aus Winterthur hat dazu im Betriebsmittelbau eigens eine Projektgruppe installiert, die Konzepte zur Prozessautomation entwickelt und die entsprechenden Anlagen in Eigenregie baut. Wichtigster Projektpartner im Bereich Handling ist der Greifsysteme- und Spanntechnikspezialist Schunk, der sämtliche Komponenten zur Prozessverkettung geliefert hat.

Hinter dem Roboter mit der Schunk-Mediendurchführung für den Vakuumgreifer ist ein Linearsystem zu sehen, das aus SCHUNK Beta, Delta und ELS-Linearmodulen konstruiert wurde.
Shortcut
Aufgabenstellung: Automatisierung der Reinigung, Weiterverarbeitung und Prüfung von Membrankörpern für Drucksensoren.
Lösung: Linearachsen, Drehmodule, Greifer, Drehdurchführungen und Beratung von Schunk.
Nutzen: Robuster Systemaufbau, der kurze Zykluszeiten und eine hohe Wiederholgenauigkeit ermöglicht.
„Wir sind Perfektionisten. 80 % genügen uns nicht“, beschreibt Robert Bätschi, Leiter des Betriebsmittelbaus, die Philosophie seines Teams. Das hohe Qualitätsniveau der Drucksensoren, für das die Keller AG weltweit bekannt ist, bestimmt auch den Anspruch im hauseigenen Anlagenbau. Der Auftrag war klar definiert: Die Reinigung, Weiterverarbeitung und Prüfung von Membrankörpern für Drucksensoren sollten automatisiert werden. Dabei steckte die Tücke im Detail: Denn sämtliche Schritte, wie die optische und technische Prüfung der Teile, deren Reinigung, das Prägen oder die Kontrolle der Prägestempel, wurden bislang von erfahrenen Mitarbeitern intuitiv erledigt. Entscheidend war, für jeden Teilschritt geeignete Systeme zu finden beziehungsweise zu entwickeln, die einen stabilen Prozess und hochwertige Ergebnisse gewährleisten.
Dass die Anlage modernste Vision-Sensorik mit Deep-Learning-Technologien kombiniert, zeigt, auf welch hohem Niveau das Unternehmen agiert. Letztlich ging es darum, selbst kleinste Abweichungen zuverlässig zu erkennen und zu klassifizieren, so dass am Ende ausschließlich qualifizierte Gutteile in den erforderlichen Qualitätsstufen das Haus verlassen. Schließlich hängt von der einwandfreien Funktion der Keller Drucksensoren in der Luft- und Raumfahrt, Öl- und Gasindustrie, Wasserwirtschaft sowie im Automobilbau sehr viel ab – oft sogar Menschenleben: Sie überwachen den Kabineninnendruck in Flugzeugen, sorgen für die reibungslose Umschaltung von Erdgas auf Benzin in bivalenten Fahrzeugen und dienen als Referenzsensoren in der Labortechnik.

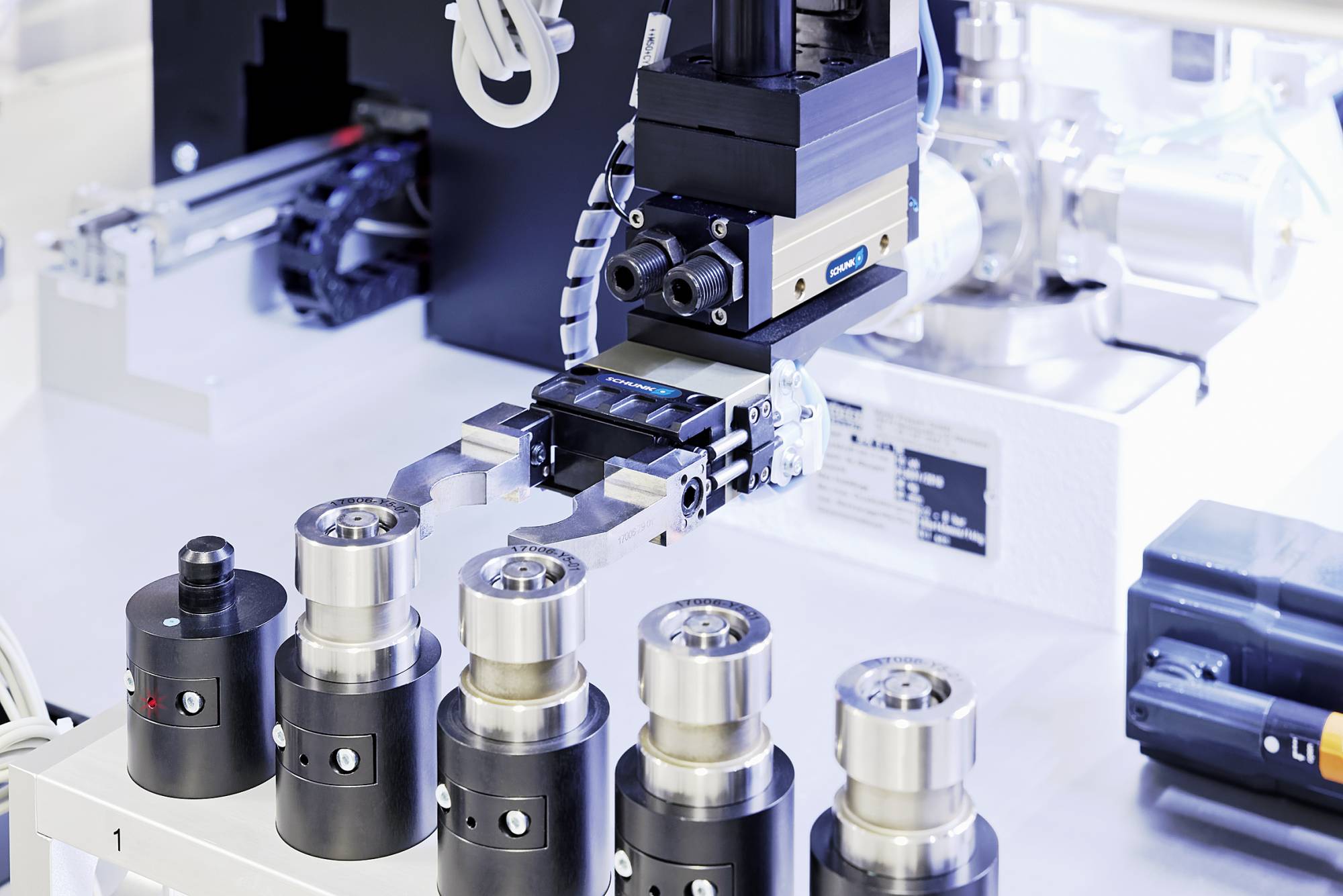
Mithilfe eines Roboters werden die Teile aus dem Pick & Place-Lager vereinzelt und einer Schweißnahtprüfung zugeführt. Über eine SCHUNK DDF-Drehdurchführung wird der Greifer mit Vakuum versorgt.
Infos zum Anwender
Die Keller AG für Druckmesstechnik mit Hauptsitz in Winterthur (Schweiz) ist ein führender Hersteller von isolierten Druckaufnehmern und Drucktransmittern. Das Unternehmen wurde 1974 vom Erfinder der integrierten Silizium-Messzelle Dipl.-Phys. Hannes W. Keller gegründet und beschäftigt weltweit rund 450 Mitarbeiter. Die gesamte Wertschöpfung von der Fertigung der Einzelteile über die Kalibration des Sensors bis hin zur Endkontrolle der fertigen Produkte erfolgt am Hauptsitz in Winterthur.
Testaufbau belegt hohe Genauigkeit
Entsprechend tief hat sich Projektleiter Florian Wernli in die Materie eingearbeitet und zahlreiche Aspekte der voll automatisierten Produktions- und Prüfzelle hinterfragt. „Vor der Installation wurden beispielsweise die X-Achsen von Schunk in einem Testaufbau mit Messvorrichtung auf ihre Genauigkeit untersucht. Heute steht für uns fest: Die Achsen sind schnell und sehr genau. Wir hatten in der Testapplikation nicht einen Mikrometer Spiel“, berichtet er und lobt im gleichen Atemzug das Zusammenspiel der Achsen mit den von der Keller AG vorgegebenen Beckhoff-Motoren. „Zum Teil fahren wir mit 1.000 mm/s und das hochpräzise.“ Dass sich das Team letztlich für eine umfassende Zusammenarbeit mit Schunk entschied, habe zum einen an dem nachgewiesen hohen Qualitätsniveau, zum anderen an der breiten Produktpalette gelegen. „Uns war wichtig, dass die Zahl der Lieferanten nicht ins Unermessliche steigt. Deshalb hatten wir einen Anbieter gesucht, der nicht nur Linearachsen produziert, sondern auch Drehmodule, Greifer und Drehdurchführungen – und zwar auf dem Qualitätsniveau, das wir mit der Anlage insgesamt anstreben“, erläutert Wernli weiter.
Je nach Bauteilvariante kommen unterschiedliche Prägestempel zum Einsatz, die von einem pneumatischen SCHUNK MPG-plus-Kleinteilegreifer in Kombination mit einer SCHUNK SRU-mini 14-Schwenkeinheit gehandhabt werden.
Robuste und präzise Achssysteme
Insgesamt neun elektrische Linearmodule der fein abgestuften Baureihen SCHUNK Beta und SCHUNK Delta sind in der Anlage verbaut und gewährleisten einen zuverlässigen, schnellen und präzisen Transport der bis zu 20 Werkstückträger, die jeweils mit bis zu 380 Teilen bestückt sind. Die im Fall der Keller AG spindelgetriebenen Linearmodule verfügen in der maximal verfügbaren Baugröße über hohe Antriebskräfte bis 12.000 N, sie erreichen Verfahrgeschwindigkeiten bis 2,5 ms-1 und eine hohe Wiederholgenauigkeit von +/- 0,03 mm. Der Antrieb erfolgt in der Anlage wie vorgegeben über einen Beckhoff Servomotor, der über einen Flansch und eine Kupplung, zum Teil auch über Umlenkgetriebe, mit der Achse verbunden ist. Um die Zuverlässigkeit und Lebensdauer der Linearmodule zu erhöhen, schützen speziell fixierte Abdeckbänder aus Kunststoff die Führungen und Antriebselemente vor Schmutz. Beide Baureihen kombinieren einen robusten Aufbau mit einem rasanten Tempo für kurze Zykluszeiten und eine hohe Wiederholgenauigkeit. Die Module der Delta-Baureihe verfügen aufgrund der doppelten Profilschienenführung über eine extreme Steifigkeit, so dass auch hohe Lasten mit maximaler Präzision verfahren werden können. Mit minimalem Konstruktions- und Montageaufwand lassen sich aus dem Linearmodulprogramm hocheffiziente Pick & Place-Einheiten, Kreuzschlitten, Greifschwenkeinheiten, Portalsysteme oder ganze Funktionsbaugruppen aufbauen. Selbst Mehrachssysteme sind komplett mit Standardelementen zu realisieren.
Ein Highlight der Anwendung ist sicherlich der Lagerlift, bei dem zwei 1.400 mm lange, synchron angetriebene Beta-40-Linearmodule als Transferachsen in Y-Richtung mit einem robusten Beta-60-Linearmodul in Z-Richtung kombiniert wurden. Mit dem Achssystem wird eine pneumatische SCHUNK SRU-plus 40 Schwenkeinheit verfahren, auf der wiederum ein Beta-40-Linearmodul für die Bewegung in X-Richtung montiert ist. Mit dem Transfersystem ist es möglich, komplett bestückte Werkstückträgerpaletten aus dem Lager zu entnehmen, um 180° einzuschwenken und in einem Pick & Place-Lager abzulegen, von wo aus die Bauteile einzeln per Roboter entnommen und einem ersten Leak-Test zugeführt werden. Ein zweites Transfersystem übernimmt den Teiletransport nach der Teilereinigung. Dieses besteht aus einem besonders tragfähigen, 1.115 mm langen Delta-110-Linearmodul am Boden (Y-Achse), über das eine vertikal montierte Beta-60-Linearachse verfahren wird, die wiederum eine kompakte SCHUNK ELS-Auslegerachse bewegt. Letztere übernimmt das eigentliche Teilehandling in X-Richtung und hat den Vorteil, dass lediglich der Schlitten teleskopartig verfahren wird. Ein drittes Achssystem zur Handhabung von Bauteilen und Prägestempeln kombiniert schließlich zwei synchron angetriebene Beta 40 am Boden mit einer Delta 110 und drei ELS-Auslegerachsen.

Kompakte elektrische SCHUNK ERD-Drehmodule versetzen die Teile zur Reinigung in Rotation. In die Drehmodule ist eine Mediendurchführung integriert, über die die Greifer angesteuert werden.

Zur Teilereinigung kombiniert das Team der Keller AG pneumatische SCHUNK SRU-plus Schwenkmodule mit elektrischen SCHUNK ERD Drehmodulen. Die rechte Schwenk-Drehmodul-Kombination kann zusätzlich über eine SCHUNK Delta 110 Spindelachse verfahren werden.
Fachliche Beratung überzeugte
Für das Team der Keller AG zahlte sich zum einen aus, dass das Schunk-Standardprogramm alle denkbaren Antriebsvarianten vom Spindelantrieb bis zum hochdynamischen Lineardirektantrieb mit einer feinen Abstufung der Baugrößen umfasst. Zudem erleichtern digitale Services die Komponentenauswahl und -auslegung. Das entscheidende, so die einhellige Meinung, sei jedoch die Erfahrung der Greifsystemspezialisten bei Schunk gewesen. So hatte sich Florian Wernli beispielsweise bei der Auslegung der Motoren und Linearmodule individuell von Schunk beraten lassen. „Martin Kluge und Michael Rusch, unsere Schunk-Ansprechpartner in der Schweiz, konnten uns genau sagen, über welches Drehmoment die Motoren verfügen sollten oder welche Spindelsteigung sinnvoll ist, um eine gewisse Geschwindigkeit zu erzielen“, so Wernli. „Bei bis zu zwölf produzierten Baugruppen, die wir anstreben, gibt es niemals nur einen Faktor der Einfluss nimmt, sondern es ist eine Breite an Parametern, die hinterfragt werden müssen.“ Für das Team sei entscheidend gewesen, dass die Komponenten nicht permanent am Limit laufen, zuverlässig funktionieren und lange halten. „Die Anlage möchten wir schon zehn Jahre lang nutzen, auch darauf haben wir die Komponenten abgestimmt“, unterstreicht Robert Bätschi. Zudem sollte der manuelle Rüstaufwand minimiert werden.

Im Werkstückspeicher finden bis zu 20 Werkstückträgerpaletten Platz, die mithilfe des Lagerlifts über ein Pick & Place-Lager in den Prozess eingeschleust werden. Der Lagerlift verfährt auf zwei synchron angetriebenen SCHUNK Beta-40-Spindelachsen. In Z-Richtung kommt eine Beta 60 zum Einsatz. Die Schwenkbewegung der Werkstückträger erfolgt über ein pneumatisch gesteuertes SCHUNK SRU-plus Schwenkmodul, das zur Durchleitung von Energie und Signalen über eine integrierte Drehdurchführung verfügt.

Mithilfe der kompakten SCHUNK ELS Auslegerachse werden die Teile aus der Reinigungskabine entnommen und dem folgenden Präge- und Prüfprozess zugeführt. Die Bewegung in Z-Richtung übernimmt auch hier eine robuste Beta 60, die über eine leistungsstarke Delta 110 am Boden in Y-Richtung verfahren wird.
Dreh-Schwenkmodulkombination
Neben den Linearsystemen ist mit Blick auf das Teilehandling insbesondere die gekapselte Reinigungsstation bemerkenswert: Bei ihr wurden zwei pneumatische SCHUNK SRU-plus Schwenkeinheiten, die die gegriffenen Teile um 90°/180° schwenken, mit jeweils einer elektrisch angetriebenen SCHUNK ERD-Miniaturdreheinheit zur Rotation der Teile kombiniert. Letztere verfügt standardmäßig über zwei integrierte Luftdurchführungen und ist optional mit vier Elektrodurchführungen sowie einem SIL2-zertifizierten Absolutwegmesssystem erhältlich. Das elektrische Drehmodul wird von einem bürstenlosen Synchronmotor mit Permanenterregung angetrieben. Seine spezielle Geometrie gewährleistet eine hohe Dynamik und Beschleunigung. Zudem können daran angeschlossene, pneumatische Aktoren, wie im Falle der Keller AG die pneumatischen Greifer über die optimierten Luftdurchführungen schnell betätigt werden. Beide Faktoren in Kombination sorgen für kurze Taktzeiten und für eine hohe Produktivität. Zur Übergabe der Teile lässt sich eine Dreh-Schwenkmodulkombination auf einer Delta-110-Linearachse verfahren.

Als Y-Achse am Boden ermöglicht das steife SCHUNK Linearmodul Delta 110 eine präzise Positionierung des Achssystems. In Z-Richtung kommt auch hier eine Beta 60 Linearachse zum Einsatz. Das unmittelbare Teilehandling übernimmt eine kompakte SCHUNK ELS Auslegerachse.

An der Prägestation erfolgt eine automatische Klassifikation der Bauteilqualität. Je nach Qualitätsstufe werden die Teile auf unterschiedlichen Werkstückträgern abgelegt, bevor diese mithilfe des SCHUNK-Achssystems ins Fertigteillager verbracht werden.

Die vollautomatisierte Zelle ist ein Meilenstein, um den Produktionsstandort Winterthur dauerhaft zu sichern. Das Bild zeigt von links: Robert Bätschi, Leiter Betriebsmittelbau, Martin Kluge, General Manager Schunk Intec Schweiz, Michael Rusch, Area Sales Manager Schunk Intec Schweiz, Florian Wernli, Projektleiter, Bruno Thalmann, Steuerungstechnik, Kadir Özel, Programmierer, und Jonas Noller, Mechaniker.
Flexibilität bei individuellen Lösungen
Dass in einigen Fällen auch individuelle Lösungen unbürokratisch möglich waren, rechnet das Team der Keller AG Schunk hoch an. So sei beispielsweise in der Reinigungsstation ein Schunk-Servoantrieb im Einsatz, der individuell mit Beckhoff-Reglern ausgemessen wurde. „Schunk hat speziell für uns ein Konfigurationsfile erstellt und konnte im Vorhinein garantieren, dass der Servomotor mit den Reglern von Beckhoff funktioniert. Wir haben das File eingelesen und es hat auf Anhieb funktioniert“, erinnert sich Kadir Özel, der in dem Projekt die Programmierung verantwortet. „Überhaupt waren die Achsen einfach zu regeln und das Massenträgheitsverhältnis zum Antrieb sehr gut ausgelegt“, ergänzt er.
Martin Kluge, General Manager der Schunk Intec AG in der Schweiz, sieht insbesondere in der Kompatibilität der elektrischen Schunk-Komponenten große Vorteile für Anwender: „Beckhoff, Bosch und Siemens sind bei Schunk als Standard gesetzt. Schunk ermöglicht aber auch immer wieder Kombinationen mit anderen Antriebsherstellern, selbst mit wenig verbreiteten Exoten. In der Regel entwickeln und berechnen wir dann auf Grundlage unserer Erfahrungen den jeweils besten Motorparameter und vergleichen die Motorhersteller“, erläutert Kluge.
Teilen: · · Zur Merkliste