Ein Kontrollor drückt auf die Tube
Im Sport setzen Spitzenathleten wie der jamaikanische Sprintstar Usain Bolt Maßstäbe in Sachen Geschwindigkeit und werden dafür auch mit Gold belohnt. In der Industrie hätte sich das Tiroler Unternehmen Wörgartner wahrlich eine Medaille verdient: In nur 1,5 Sekunden schafft es eine neuentwickelte vollautomatische Hochleistungskontrollvorrichtung, die Schweißnähte eines Metall-Bauteils rundum auf ihre Richtigkeit zu überprüfen. Als zuverlässiger Tempomacher fungiert Festo.

Ein Servomotor vom Typ EMMS sorgt für die richtige Bewegung zur Erstellung der optimalen Kameraaufnahmen.

Peter Wörgartner
Geschäftsführender Gesellschaft WP-Wörgartner Produktions-GmbH und Werkzeugbau Wörgartner GmbH
„„Da die Komponenten von Festo perfekt im mechatronischen Zusammenspiel sind, haben wir uns neben der zentralen Anlagensteuerung auf der Fertigungsanlage für eine dezentrale, autonome Steuerungslösung auf Basis CPX auf der nachfolgenden Kontrollvorrichtung entschieden. Das neue Fertigungsverfahren in Verbindung mit der anschließenden Kontrolle spart wertvolles Material und die Produktionsgeschwindigkeit konnte deutlich erhöht werden.““
Ist man mit dem Auto zu schnell unterwegs und es blitzt, dann flattert meist ein paar Wochen später ein ungeliebtes Brieferl ins Haus. So sieht’s aus, wenn die Radarfalle zuschnappt. In der Industrie ticken die Uhren anders – schneller. Da dauert das Fotografieren und Auswerten von Bildern gerade einmal 300 Millisekunden, zumindest in der neuen Hochleistungskontrollvorrichtung aus dem Hause Wörgartner.
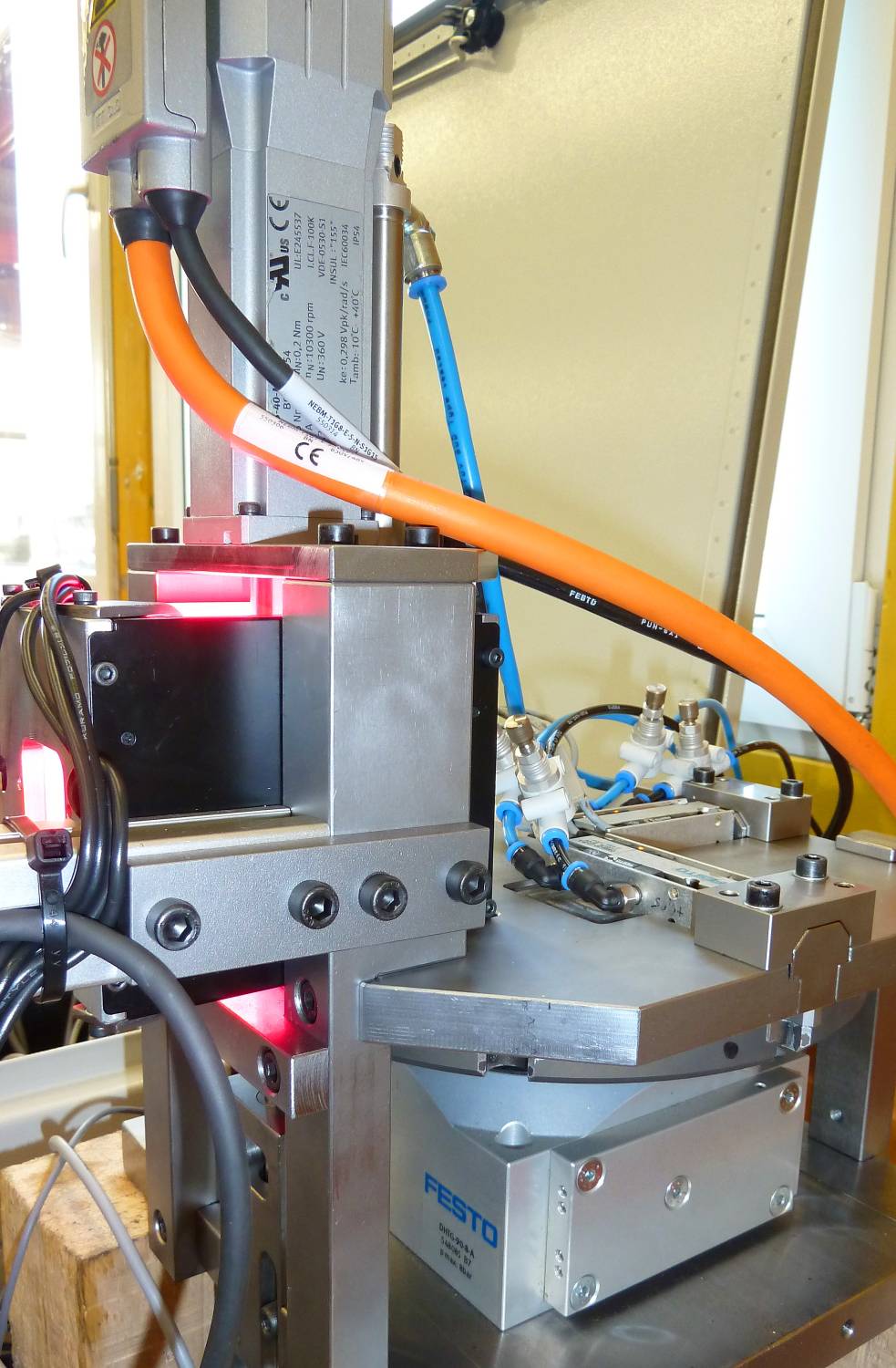
Ein pneumatischer Rundschalttisch vom DHTG taktet die Bauteile durch den Kontrollbereich.
Zwei Sparten, eine Erfolgsgeschichte
Wörgartner ist zuverlässiger Lieferant für hochpräzise Metall-Stanz-Biegeteilen und erfahrener, kreativer Werkzeugbauer zugleich. Die sich hervorragend ergänzenden Bereiche Werkzeugbau und Stanzerei werden als eigene Firmen mit Sitz in Oberndorf (Tirol) geführt. Seit 1985 beliefern Geschäftsführer Peter Wörtgartner und sein rund 80 MitarbeiterInnen starkes Team weltweit führende Industrieunternehmen mit komplexen Metallteilen in höchster Qualität – Teile, die großteils auf den selbst entwickelten Stanz-Biegeautomaten hergestellt werden. „3000 Tonnen Stahl verarbeiten wir pro Jahr. 100 bis 150 Millionen Teile sind das Ergebnis", nennt Peter Wörgartner Zahlen. Hochgradige Automatisierung macht’s möglich.
Auf der vollautomatischen Kontrolleinheit werden die zugeführten Metallteile zur Kontrolle ins rechte Licht gerückt.
Wenn das freie Auge nicht ausreicht
Auch bei seinem neuesten Projekt setzt Wörgartner auf Vollautomatik. Die Tiroler Werkzeugbauexperten haben eine Hochleistungskontrollvorrichtung entwickelt, um zwei Laserschweißnähte auf einem Metall-Teil schnell und zuverlässig optisch zu überprüfen. Musste der Teil früher mit deutlichem Materialverlust gedreht werden, erreicht Wörgartner durch das Verschweißen von Einzelteilen und die nachfolgende Kontrolle die gleiche Sicherheit bei deutlich weniger Materialaufwand. Und so funktioniert’s: Die lasergeschweißten Teile werden über einen Vibrationsförderer lagerichtig einem Rundtaktteller zugeführt und in Kontrollposition gebracht. Der Check kann beginnen: Die Teile werden dem Teller entnommen und separat in einer Dreheinheit positioniert. Während des Drehens erfolgt die optische Kontrolle der Teile durch eine Kamera. „In kürzester Zeit wird eine Vielzahl an Fotos geschossen, die sofort vergleichend ausgewertet werden. Unregelmäßigkeiten an der Schweißnaht, die mit freiem Auge nicht erfassbar sind, werden dadurch sofort erkannt“, erklärt Wörgartner den Prozess. Nach dem Check werden die Teile wieder in den Rundtaktteller gelegt – Gutteile kommen in die Montageanlage, Schlechtteile werden automatisch ausgesondert.

Peter Wörgartner, Geschäftsführender Gesellschaft WP-Wörgartner Produktions-GmbH und Werkzeugbau Wörgartner GmbH, Franz Rass, Konstruktion Werkzeugbau Wörgartner und Michael Wurm, Gebietsverkaufsleiter Festo.
Material und Zeit gespart
Dort, wo fleißig getaktet und positioniert wird, ist durchdachte Automatisierungstechnik von Festo nicht weit. Die Komponenten sorgen für die nötige Schnelligkeit und Zuverlässigkeit des Handlings. Der Rundtaktisch vom Typ DHTG führt die Teile in den Kontrollbereich. Dort erfolgt die optische Kontrolle der Bauteile, während sie von einem Servomotor EMMS mit CMMS Motorcontroller vor der Kamera in Bewegung gehalten werden. Die pneumatischen Aktoren werden von einer MPA-FB-Ventilinsel versorgt. Gesteuert werden alle elektrischen und pneumatischen Prozesse von einer CPX-CEC, einer am CPX-Terminal integrierten Steuerung. „Da die Komponenten von Festo perfekt im mechatronischen Zusammenspiel sind, haben wir uns neben der zentralen Anlagensteuerung auf der Fertigungsanlage für eine dezentrale, autonome Steuerungslösung auf Basis CPX auf der nachfolgenden Kontrollvorrichtung entschieden“, erklärt Peter Wörgartner. „Das neue Fertigungsverfahren in Verbindung mit der anschließenden Kontrolle spart wertvolles Material und die Produktionsgeschwindigkeit konnte deutlich erhöht werden“, freut sich der Geschäftsführer.

CPX/MPA-Ventilinselkombination mit integrierter Steuerung CEC im Zusammenspiel mit dem Motorcontroller CMMS.
40 Teile pro Minute
Die Geschwindigkeit war laut Wörgartner auch die größte Herausforderung bei der Entwicklung der Anlage: „Wir mussten mit der Kontrolleinheit die Taktzeit der vorgelagerten Fertigung erreichen.“ Mission gelungen: Von der Entnahme aus dem Rundtakttisch bis zum Weitertransport in die Montageanlage vergehen pro Teil lediglich 1,5 Sekunden, macht 40 überprüfte Teile pro Minute. „Um in dieser kurzen Zeit derart viele Abläufe synchronisieren zu können, war es notwendig, Pneumatik, Steuerungs- und Servotechnik perfekt zu kombinieren – das ist uns mit Hilfe von Festo gelungen“, bilanziert Wörgartner
Festo als „industrieller Standard“
Das breite Spektrum an Automationskomponenten und das Zusammenspiel der einzelnen mechatronischen Baugruppen – nur zwei der Gründe, warum Wörgartner auf Festo als Mechatronikpartner setzt. „Festo bietet alles aus einer Hand, ist weltweit präsent und deshalb für uns zum industriellen Standard geworden“, so Peter Wörgartner, der sich freut, die optimale Lösung gefunden zu haben.
Teilen: · · Zur Merkliste