anwenderreportage
Schunk PZN-plus: Zahnradfertigung mit maximaler Effizienz
Die automatisierte Beladung von Werkzeugmaschinen zählt zu den größten Effizienzbringern in der modernen Fertigung. Was in der Großserie seit langem etabliert ist, wird auch bei kleinen und mittleren Stückzahlen zunehmend zum Standard. Leax Brinkmann hat die Chancen der mannarmen Fertigung erkannt. Beim Werkstückhandling und der Werkstückspannung nutzt das Unternehmen das Know-how des Spanntechnik- und Greifsysteme-Spezialisten Schunk und profitiert von dieser Synergie.

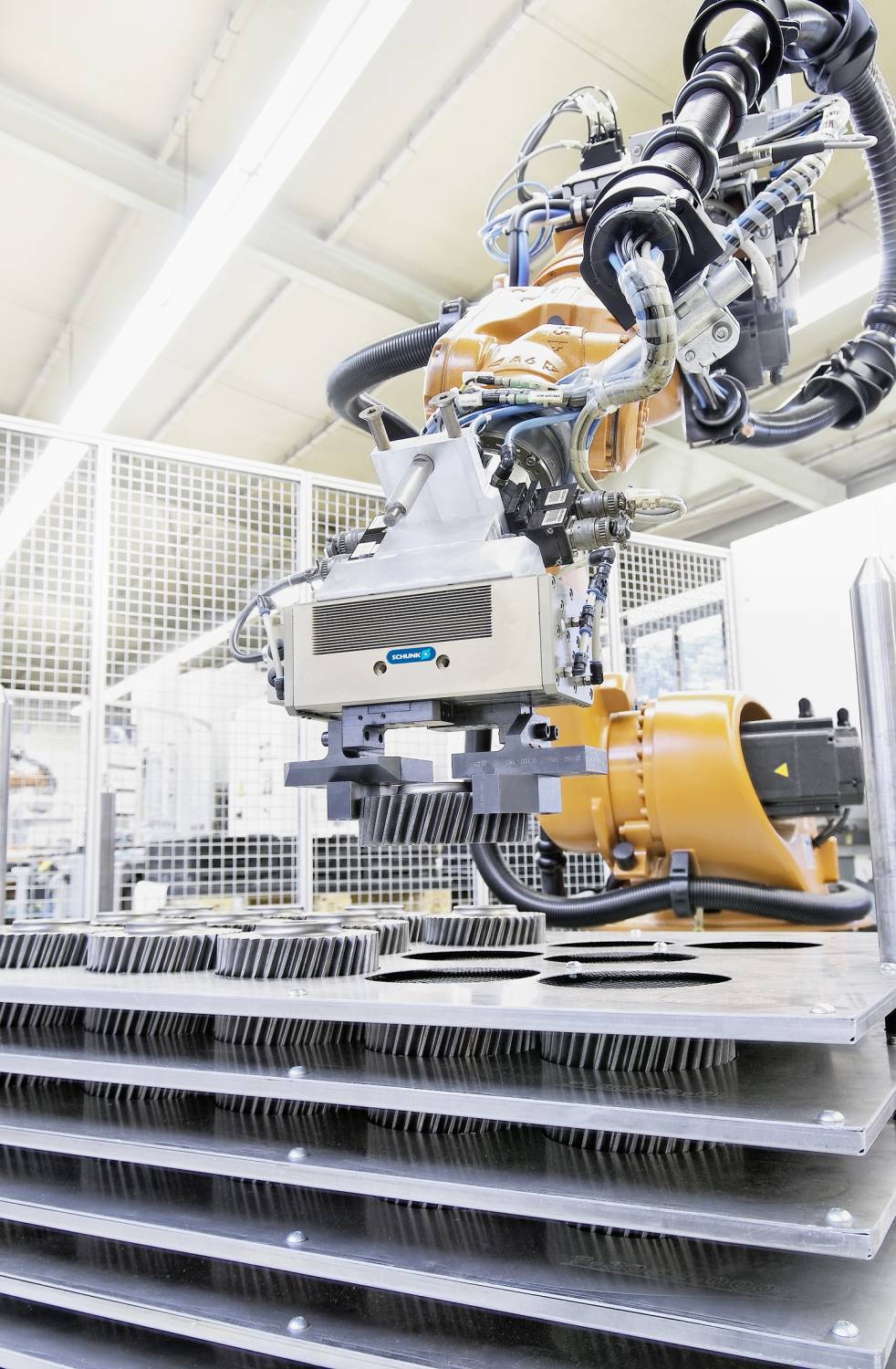
Der vielzahngeführte Schunk Zentrischgreifer PZN-plus übernimmt die Beladung der Drehmaschine.

Torsten Sprenger
für die Zahnradfertigung verantwortlicher Produktionsmeister bei Leax Brinkmann.
„Die Flexibilität des Mechatronikgreifers ist einfach gigantisch. Würde ich alternativ einen gewöhnlichen Langhubgreifer verwenden, müsste ich auf der Palette viel mehr Platz lassen und könnte deutlich weniger Teile unterbringen.“
Leax Brinkmann in Detmold gehört seit 2013 zur schwedischen Leax-Gruppe und ist auf die effiziente Fertigung von Getrieben und Zahnrädern in kleinen und mittleren Losgrößen spezialisiert. Sämtliche Prozesse sind darauf zugeschnitten, kundenspezifische Anforderungen flexibel, schnell und wirtschaftlich umzusetzen. Das gilt für die Entwicklung und Konstruktion ebenso wie für die Fertigung. Im Bereich Zahnräder liegt die mittlere Losgröße bei nur 40 Teilen. Ein hoher Automatisierungsgrad gewährleistet, dass auch kleine Stückzahlen effizient produziert werden können. Dabei nutzt der für die Zahnradfertigung verantwortliche Produktionsmeister Torsten Sprenger das gebündelte Know-how von Schunk. Das durchdachte Zusammenspiel standardisierter Komponenten gewährleistet ein Höchstmaß an Präzision und zuverlässige Prozesse.

Leax Brinkmann Produktionsmeister Torsten Sprenger (re.) ist von den Möglichkeiten des standardisierten Schunk Modulprogramms begeistert. Bei den unterschiedlichen Projekten wird er von Schunk Gebietsverkaufsleiter Marc Rohe fachkundig beraten.
Infos zum Anwender
Die Leax Brinkmann GmbH in Detmold ist auf die Fertigung hochwertiger Zahnräder und Getriebe spezialisiert – so z. B. mehrstufige Getriebe mit Schrägverzahnung, die eine besonders hohe Laufruhe gewährleisten und beispielsweise beim Folienziehen eingesetzt werden.
www.leax-brinkmann.de
Kraftpaket für die Hartbearbeitung
An einer Anlage zum Hartdrehen von Zahnrädern wird deutlich, wie eine effiziente Maschinenbeladung aus Katalogkomponenten von Schunk aufgebaut werden kann. Die Werkstückspannung übernimmt das Schunk-Kraftspannfutter ROTA NCF plus 2. Das wartungsarme Leichtbaufutter wurde gezielt für anspruchsvolle Dreh- und Dreh-Fräsoperationen entwickelt. Sämtliche Funktionsteile sind allseitig gehärtet und geschliffen. Im Inneren gewährleisten besonders robuste Flachführungen auch unter Maximalbelastung eine prozessstabile Funktion. Zudem ermöglicht eine spezielle Kolbenführung, dass die Verschraubung des gehärteten Futterkörpers komplett umschlossen wird, was zu einer hohen Steifigkeit und Präzision führt.
Für Leax Brinkmann waren das entscheidende Faktoren, denn sie stellen sicher, dass sich die enorme Steifigkeit der Gebr. Brinkmann Drehmaschine und die Qualität der Führungen verlustfrei bis zum Werkstück übertragen. „Anfangs war ich überrascht, welche Bearbeitungszeiten und welche Qualitäten sich mit dem ROTA NCF plus 2 bei der Hartbearbeitung erzielen lassen“, berichtet Torsten Sprenger. „Vor allem bei der Bearbeitung kegelförmiger Bohrungen sind die Tuschierbilder extrem gut.“ Capto-Werkzeuge und ein erfahrener Anwendungstechniker tun ein Übriges.

Die Kunststoffpaletten an der Anlage verfügen über elf definierte Ablageplätze. Leere Paletten werden automatisch vom Roboter entnommen. Dabei verhindert der Schunk OPS Schäden durch unbeabsichtigte Kollisionen.
Für engste Toleranzen
„In einer solchen Kombination stellen Toleranzen von zehn bis zwölf µ kein wirkliches Problem mehr dar, unabhängig davon, ob kegelförmige oder zylindrische Bohrungen bearbeitet werden“, so Torsten Sprenger weiter. Vor allem bei dünnwandigen Zahnrädern mit Wandstärken von 10 bis 15 mm profitiert Leax Brinkmann vom serienmäßig integrierten Fliehkraftausgleich des ROTA NCF plus 2, der ebenso wie die ausgereifte Schmierung über den kompletten Drehzahlbereich hinweg für gleichmäßige Spannkräfte und damit für gleichmäßige Spannverhältnisse sorgt. „Es genügt, den Spanndruck einmal einzustellen, um 30 bis 60 Teile zu fertigen“, bestätigt Sprenger. Um die hohe Zuverlässigkeit des ROTA NCF plus 2 zu erhalten, wird das Futter grundsätzlich einmal täglich mit dem Schunk Spezialfett LINOMAX abgeschmiert.
Neben der bei Leax Brinkmann eingesetzten Baugröße 215 gibt es das ROTA NCF plus 2 in den Größen 185, 260 und 315. Es verfügt je nach Baugröße über Spannkräfte zwischen 72 und 160 kN, ist für Drehzahlen bis 4.000 bzw. 6.000 U/min. ausgelegt und wird in den gängigen Spitzverzahnungen 1/16" x 90° und 1,5 mm x 60° angeboten. Ein modular aufgebautes Schutzbüchsensystem ermöglicht beim ROTA NCF plus 2 in Verbindung mit dem großen Mittendurchlass vielfältige Anwendungen auf ein und demselben Drehfutter. Neben der Standardbüchse zum Verschließen der Durchgangsbohrung umfasst es einen verstellbaren Tiefenanschlag, einen Auswerfer sowie Spritzdüsen für eine zentrale Kühlmittelzufuhr.
Leax Brinkmann zählte im Jahr 2008 zu den ersten Anwendern, die den elektrischen Großhubgreifer Schunk PEH 40 zur Maschinenbeladung einsetzten. Produktionsmeister Torsten Sprenger schätzt bis heute dessen Vielseitigkeit und Zuverlässigkeit.
Greifsysteme aus Standardkomponenten
Die Beladung der Drehmaschine übernimmt ein Roboter, dessen Frontend an einem Schnellwechselbahnhof automatisiert mit unterschiedlichen Schunk Greifsystemen bestückt wird. Hier profitiert Leax Brinkmann von der End-of-Arm-Kompetenz, die nur Schunk in diesem Umfang bietet: über 4.000 Standardkomponenten umfasst allein das Greiftechnikprogramm des innovativen Familienunternehmens. Der hohe Standardisierungsgrad zahlt sich mehrfach aus. So konnte Leax Brinkmann die Integration des Roboters in die Anlage fast zur Gänze in Eigenregie bewerkstelligen. Zum Einsatz kommen ausschließlich anderweitig bereits vielfach bewährte Standardkomponenten. Die einzelnen Module sind so aufeinander abgestimmt, dass sie perfekt miteinander kombiniert werden können. Gerade bei einem häufigen Wechsel der Aktoren, wie er bei Leax Brinkmann an der Tagesordnung ist, lohnt sich dieses Zusammenspiel durch eine besonders hohe Prozessstabilität.
Fünf unterschiedliche Bauteile werden aktuell im Wechsel auf der Maschine bearbeitet. Vielzahngeführte Schunk-Zentrischgreifer PZN-plus übernehmen dabei sowohl das Werkstück- als auch das Palettenhandling. Ein vielzahngeführter Schunk-Parallelgreifer wird für das automatische Prüfen spezieller Zahnräder an einer integrierten Messstation genutzt. Anstelle einer klassischen T-Nut gewährleistet sowohl beim PZN-plus als auch beim PGN-plus die von Schunk patentierte Vielzahnführung eine besonders hohe Stabilität und Präzision. Parallel angeordnete Prismenführungen minimieren Verschleiß und Führungsspiel. Da sich Kräfte und Momente auf mehrere Führungsflächen verteilen, sind die Greifmodule deutlich höher belastbar als konventionelle Greifer. Hinzu kommt, dass die bei den Greifern eingesetzte Keilhakenkinematik eine hohe Kraftübertragung und eine synchrone Bewegung der Grundbacken ermöglicht.
Während der robotergestützten Beladung verhindert der Kollisions- und Überlastschutz OPS Schäden am System. Er wird z. B. dann benötigt, wenn der Greifer leere Kunststoffpaletten aus dem Ablagerack entnimmt und sich diese aufgrund von Toleranzen in den Führungsstreben verhaken. Auslösekraft und -moment lassen sich beim Schunk-OPS individuell über den Betriebsdruck einstellen. Je nach Modell erfolgt die Abfrage entweder intern über einen Näherungsschalter oder von außen über einen Magnetschalter. Zur Rückstellung nach einem Not-Aus wird der Schunk-OPS lediglich in die Grundstellung gebracht, eine Demontage ist nicht erforderlich. Über standardisierte Adapterplatten lässt er sich schnell und einfach in unterschiedliche Robotersysteme einbinden.
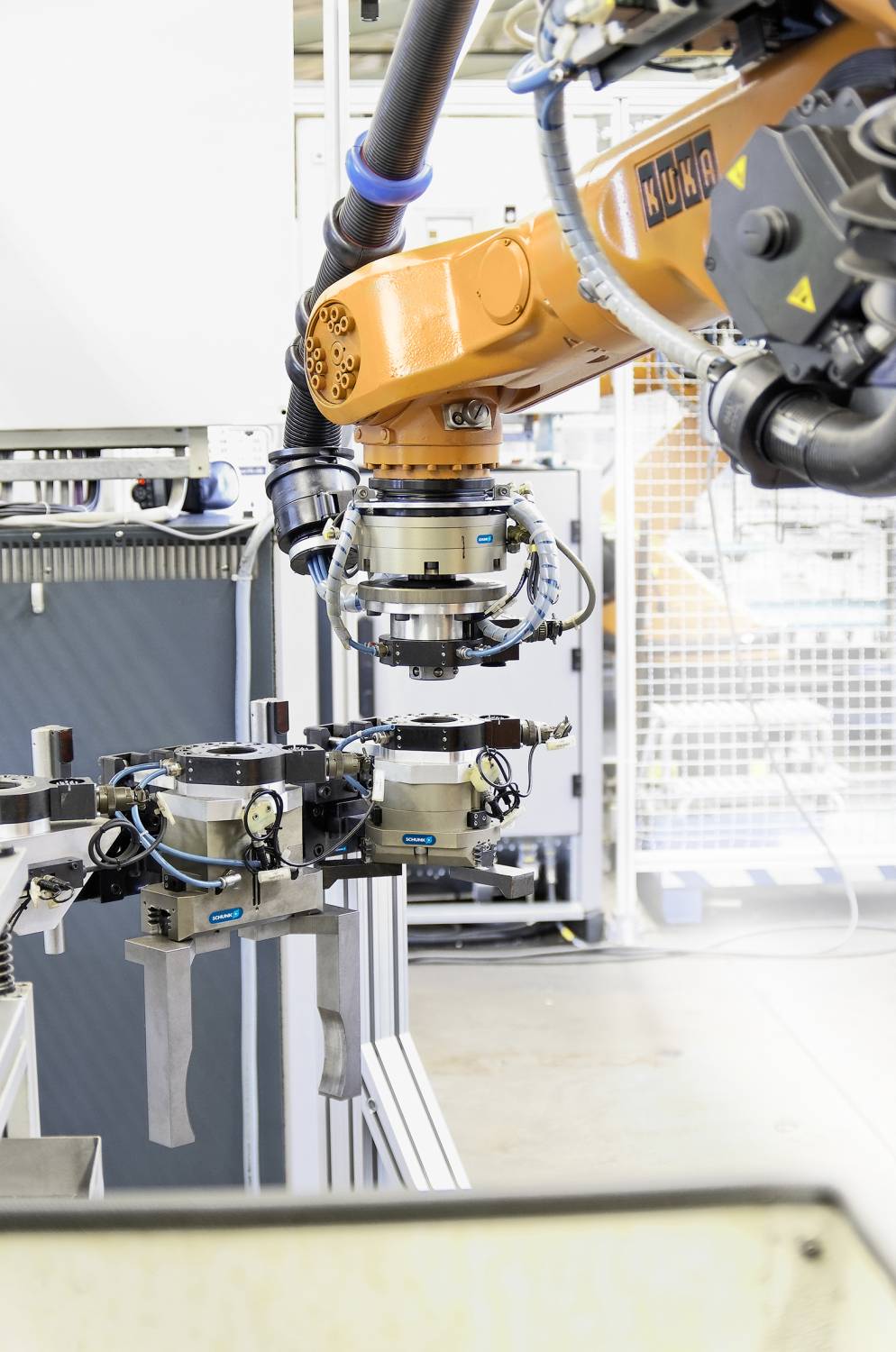
Das Schunk Schnellwechselsystem SWS ermöglicht einen schnellen automatischen Wechsel der benötigten Greifer.
Schnellwechselbahnhof erhöht Flexibilität
Den automatisierten Wechsel der einzelnen Greifer erledigt das Schunk Schnellwechselsystem SWS 40 in Sekundenschnelle. Es besteht aus einem Schnellwechselkopf, der am Roboterarm montiert ist, und einem Schnellwechseladapter, der mit dem Schunk-Greifer verbunden ist. Beim Werkzeugwechsel werden beide Teile automatisch miteinander gekoppelt. Das gelingt aufgrund des patentierten „No-Touch-Locking-System“ auch dann, wenn Kopf und Adapter bis zu 2,5 mm voneinander entfernt sind. Das SWS stellt eine stabile mechanische Verbindung her und gewährleistet zugleich eine zuverlässige Durchleitung von Pneumatik und elektrischen Signalen. Integrierte Sensoren überwachen die Verriegelung.
Mit insgesamt 21 Baugrößen für Zuladungen von 1,4 bis 4.080 kg decken die standardisierten Schunk-Schnellwechselsysteme alle denkbaren Anwendungen ab. Neben Pneumatik-, Fluid- und Hydraulikmodulen lassen sich die modular aufgebauten Schnellwechselsysteme auch mit standardisierten Schweißstrom-, Servo-, Bus-, Koax- und Lichtleitermodulen ausrüsten. Allein für die SWS-Baureihe gibt es über 30 standardisierte elektrische Module mit acht bis 32 Pins. Für Torsten Sprenger bietet der automatisierte Greiferwechsel in Kombination mit dem Wechselbahnhof wichtige Gestaltungsspielräume. Ändert sich das Teilespektrum, lässt sich die Ablage jederzeit erweitern und um andere Aktoren ergänzen.

Leax Brinkmann ist auf die Fertigung mittlerer Losgrößen spezialisiert. Ein hoher Automatisierungsgrad sorgt für maximale Effizienz.
Mechatronikgreifer für großes Teilespektrum
Wird das Teilespektrum noch größer, greift Torsten Sprenger zu mechatronischen Schunk-Greifern. So zählt Leax Brinkmann zu den Pionieren, die bereits 2008 die Potenziale des mechatronischen Greifens erkannten und den elektrischen Großhubgreifer Schunk PEH 40 einsetzten. „Wir waren mit die ersten, die den mechatronischen Standardgreifer nutzten“, berichtet Torsten Sprenger. Gegriffen werden Außendurchmesser von 50 bis 220 mm und Innendurchmesser von 50 bis 208 mm. Dafür genügen drei unterschiedliche mit Diamantstaub beschichtete Prismenbacken sowie zwei Sonderbacken. „Die Flexibilität des Mechatronikgreifers ist einfach gigantisch. Würde ich alternativ einen gewöhnlichen Langhubgreifer verwenden, müsste ich auf der Palette viel mehr Platz lassen und könnte deutlich weniger Teile unterbringen“, schildert Torsten Sprenger.
Teilen: · · Zur Merkliste