anwenderreportage
Robotergestützte Schaltschrankmontage
Heutzutage wird eine werkstattorientierte Fertigung den steigenden Anforderungen im Schaltschrankbau nicht mehr gerecht. Ein Forschungsprojekt an der Ruhr-Universität in Bochum stellt daher die Weichen für die Zukunft. In einer Versuchszelle und mit einer Kombination aus EGP-Greifern, einem PRH-Drehmodul und einem Kraft-Momenten-Sensor FT von Schunk untersuchen die Forscher der Uni, wie die teilautomatisierte Montage möglich wird.

Die Kombination der Schunk-Komponenten EGP-Greifer, FT Kraft-Momenten-Sensor und der PRH-Miniatur-Dreheinheit ermöglichen im Forschungsprojekt RoboSchalt eine präzise Verdrahtung von Schaltschränken.
Shortcut:
Anforderung: Den Schaltschrankbau teilautomatisieren.
Lösung: Einsatz einer Kombination aus EGP-Greifern, einem PRH-Drehmodul und einem Kraft-Momenten-Sensor FT von Schunk in einer Uni-Versuchszelle zur Untersuchung einer teilautomatisierten Montage der Schaltschränke.
Nutzen: Mehr Effizienz durch steigende Automatisierung, bessere Datenqualität bei komplexen Funktionalitäten, schnelle Lieferzeiten.
Im Feld der Automation gibt es Anwendungen, bei denen man die menschliche Hand braucht – trotz hochentwickelter Roboter. Der Schaltschrankbau ist so ein Bereich. Dort kommen Kabel unterschiedlichster Querschnitte zum Einsatz, werden verschiedenste Komponenten wie Lastschutzschalter, FI-Schutzschalter oder andere Relais verbaut – ganz individuell nach Kundenwunsch, mit Losgröße 1. Die flexiblen Kabel, die die unterschiedlichen Komponenten verbinden, müssen dabei drucksensitiv in Klemmen eingeführt werden, um elektrischen Kontakt herzustellen. Für eine automatisierte Lösung ist das eine große Herausforderung.

Ein Standard-Roboter wird für die Verdrahtung des Schaltschrankes eingesetzt.
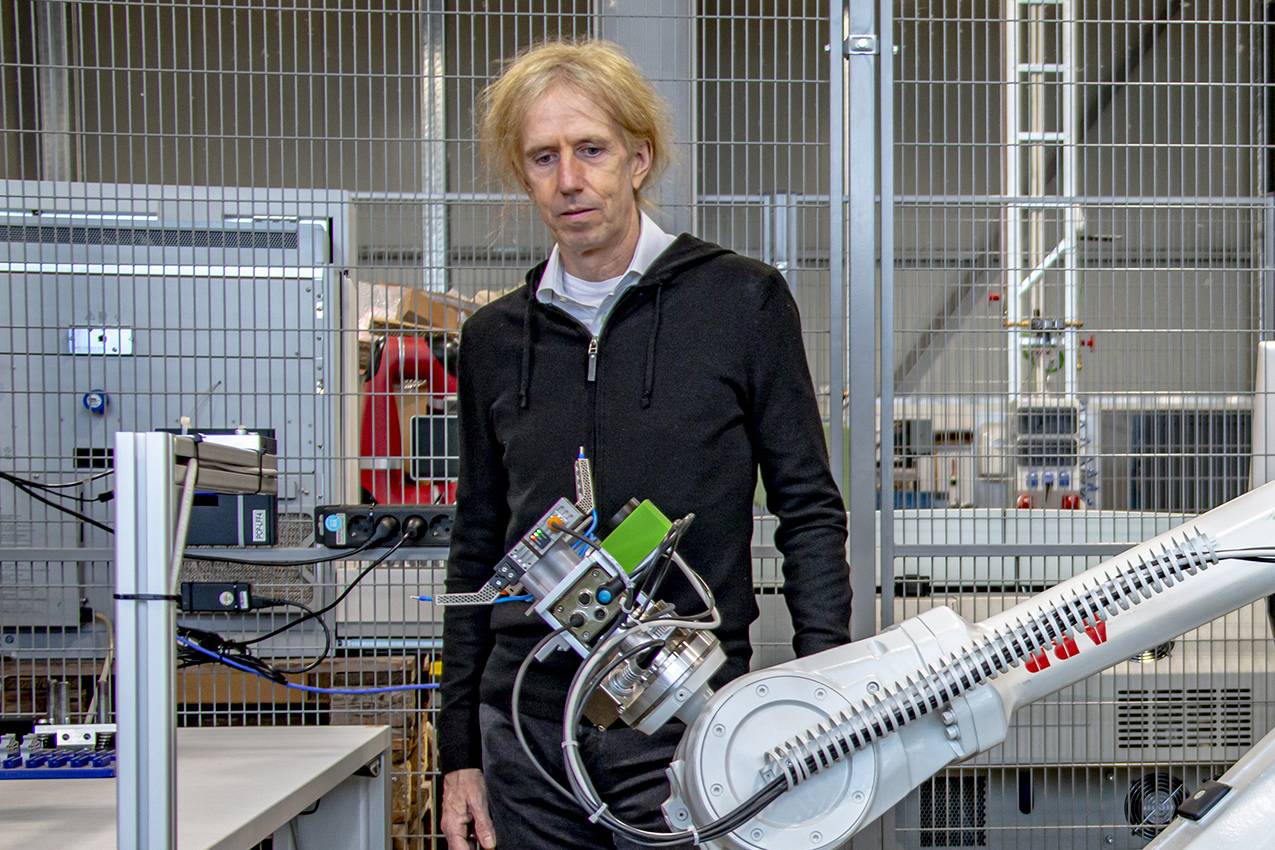
Dr.-Ing. Alfred Hypki
Oberingenieur am Lehrstuhl für Produktionssysteme an der Ruhr-Universität Bochum
„Der Schaltschrankbau ist eine ältere Domäne, in der traditionell noch viel in Handarbeit passiert. Das könnte in Zukunft teilautomatisiert effizienter gehen.“
Elektronische Funktionalitäten nehmen zu
Darüber hinaus nehmen die elektronischen Funktionalitäten im Maschinen- und Anlagenbau stetig zu, die Schaltschränke werden immer komplexer. Gleichzeitig steigen die Anforderungen der Kunden: Sie erwarten schnellere Lieferzeiten, von der Planung bis zum Verbau des Schaltschrankes. Dr.-Ing. Alfred Hypki, Oberingenieur am Lehrstuhl für Produktionssysteme an der Ruhr-Universität Bochum, beschäftigt diese Thematik schon lange. Seit rund drei Jahren forschen er und sein Team an einer Automatisierungslösung für sogenannte biegeschlaffe Teile, sprich die flexiblen Kabel, die im Schaltschrank in den Klemmen sitzen. Da etwa 50 Prozent des Montageaufwands eines Schaltschranks auf die Verdrahtung entfallen, ist das Optimierungspotenzial enorm.
Uni forscht mit Projekt RoboSchalt
Anstoß zum Forschungsprojekt RoboSchalt (Förderkennzeichen ZF4060720RP7) gab der deutsche Schaltschrankbauer Schubs. Dieser fertigt unter anderem kundenindividuelle Schaltschränke schon ab Losgröße 1. Die resultierende hohe Variantenvielfalt in der Fertigung verursacht hohe Produktionskosten, welche zu Lasten der Wettbewerbsfähigkeit gehen. Hypki sagt: „Das zeigt, eine werkstattorientierte Fertigung wird den steigenden Anforderungen im Schaltschrankbau nicht mehr gerecht. Wir müssen neue und effizientere Lösungen entwickeln.“
Neben dem Schaltschrankbau sieht Hypki viele weitere Branchen, die von einer automatisierten Lösung bei der Montage biegeschlaffer Teile profitieren würden: „Bei der Aussicht, wie wir in Zukunft mobil sein werden, denken wir an Elektroautos mit einer Menge an Kabeln darin. Da könnten automatisierte Lösungen in der Verdrahtung viel Aufwand und Kosten sparen.“ Hypki und sein Team betreiben am Institut für Maschinenbau also Zukunftsforschung – und arbeiten dabei eng mit Schunk zusammen.

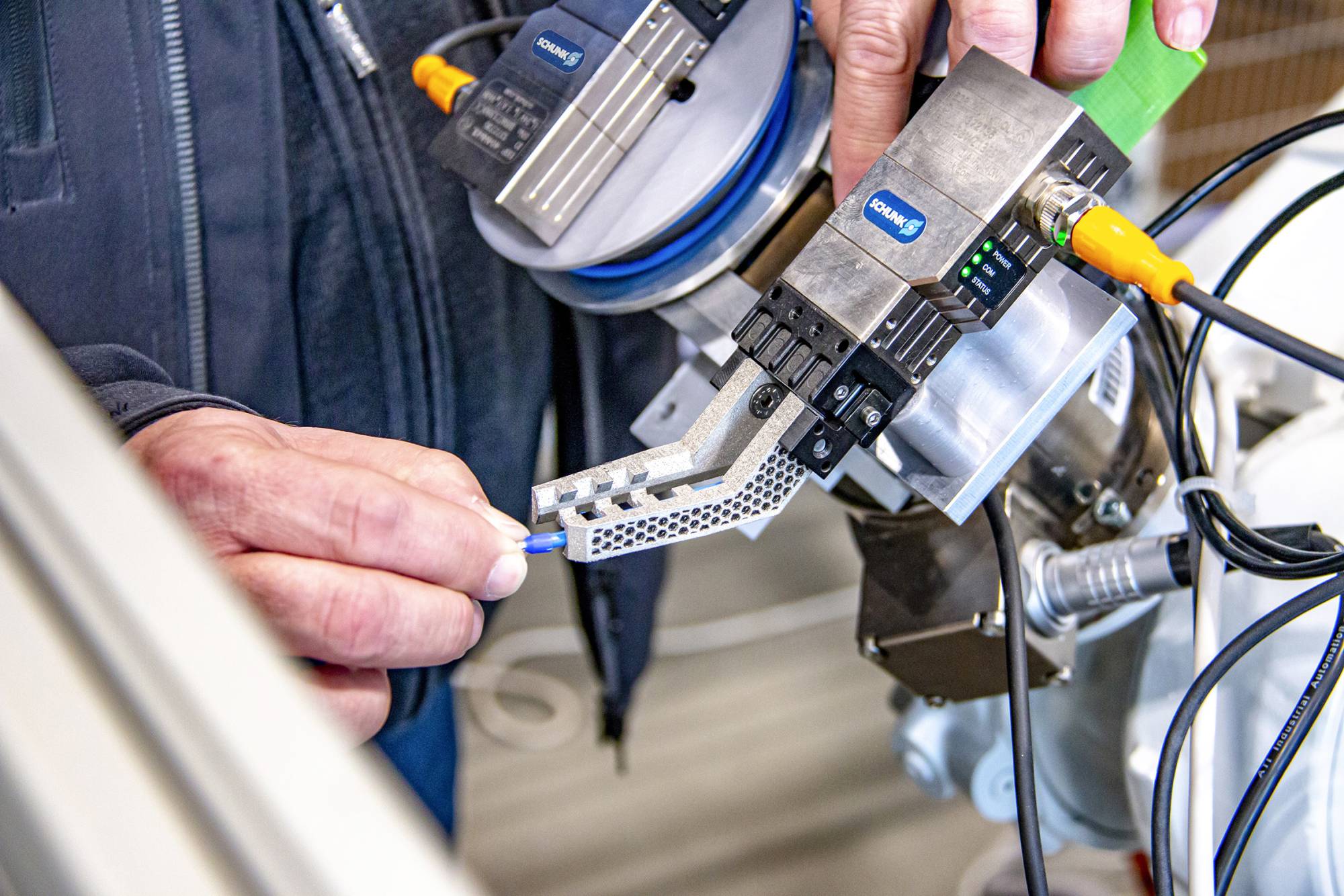
Zur Montage der Kabel werden spezielle Greiferfinger genutzt, die additive hergestellt wurden.

Die kompakten Baumaße des Schunk EGP-Greifers erlauben minimierte Störkonturen in der Anwendung.

Ein Montageauftrag beinhaltet unter anderem die Start- und Endpositionen der Kabel. Die Anbindung an IO-Link ermöglicht dabei die Vorpositionierung der Greiferfinger und die Auswertung des Greiferzustandes.
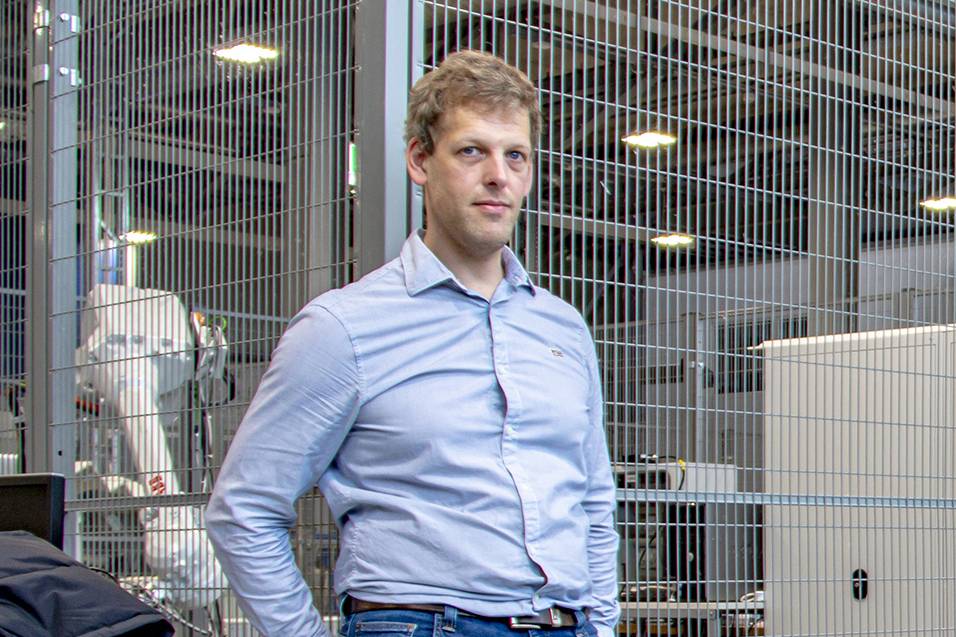
Dr.-Ing. Matthias Bartelt
Gruppenleiter am Lehrstuhl der RUB
„Die Datenaufbereitung ist ein erheblicher Teil dieses Projektes, denn die Daten, die der Kunde an den Schaltschrankbauer liefert, können qualitativ teilweise erheblich schwanken. “
Kombination aus Schunk-Komponenten
In einer Versuchszelle der Universität, die sich etwas abseits des Campus in einer großen Halle befindet, ist ein Schaltschrank aufgebaut, in dem auf mehreren Hutschienen Reihenklemmen in mehreren Größen montiert sind. In diese Klemmen soll ein ABB-Roboter flexible Kabel mit Querschnitten zwischen 0,75 und 6 mm² stecken. Dafür setzen die Forscher eine Kombination aus Schunk-Komponenten ein. „Wir arbeiten schon lange mit Schunk zusammen. Für uns ist das der namhafteste Hersteller, wenn es um Greifer geht“, so Hypki. Er selbst hat auch schon öfter Vorträge auf den Expert Days von Schunk gehalten und Teilnehmer vom Know-how seiner Einrichtung profitieren lassen. Die Ruhr-Universität wiederum freut sich regelmäßig über Leihgaben des Kompetenzführers für Greifsysteme und Spanntechnik, wenn es um Ausrüstung zu Forschungszwecken geht.
Am Roboter, der den Schaltschrank verdrahtet, sind zwei Schunk-Greifer EGP mit IO-Link, eine Miniatur-Dreheinheit PRH und ein Kraft-Momenten-Sensor FT montiert. Beim Greifer war besonders wichtig, dass sich Greifkraft und Fingerpositionen genau einstellen lassen, denn bei der Handhabung der Kabel sollen die empfindlichen Adern nicht beschädigt werden. Über die Steuerung kann die Greifkraft eingestellt werden; so sind Greifkräfte von 20 bis 300 N flexibel möglich. Der mechatronische Kleinteilegreifer ist der leistungsdichteste Kleinteilegreifer mit integrierter Elektronik am Markt und besticht durch seinen hohen Wirkungsgrad dank wartungsfreier Servomotoren und einer leistungsfähigen Kreuzrollenführung. Die Finger des Greifers hat das Institut selbst entwickelt und additiv aus Metall gefertigt.

Präzision ist wichtig: Die Silizium-Dehnmessstreifen des Kraft-Momenten-Sensors Schunk FT liefern ein 75-mal stärkeres Signal als konventionelle Folien-Messstreifen.
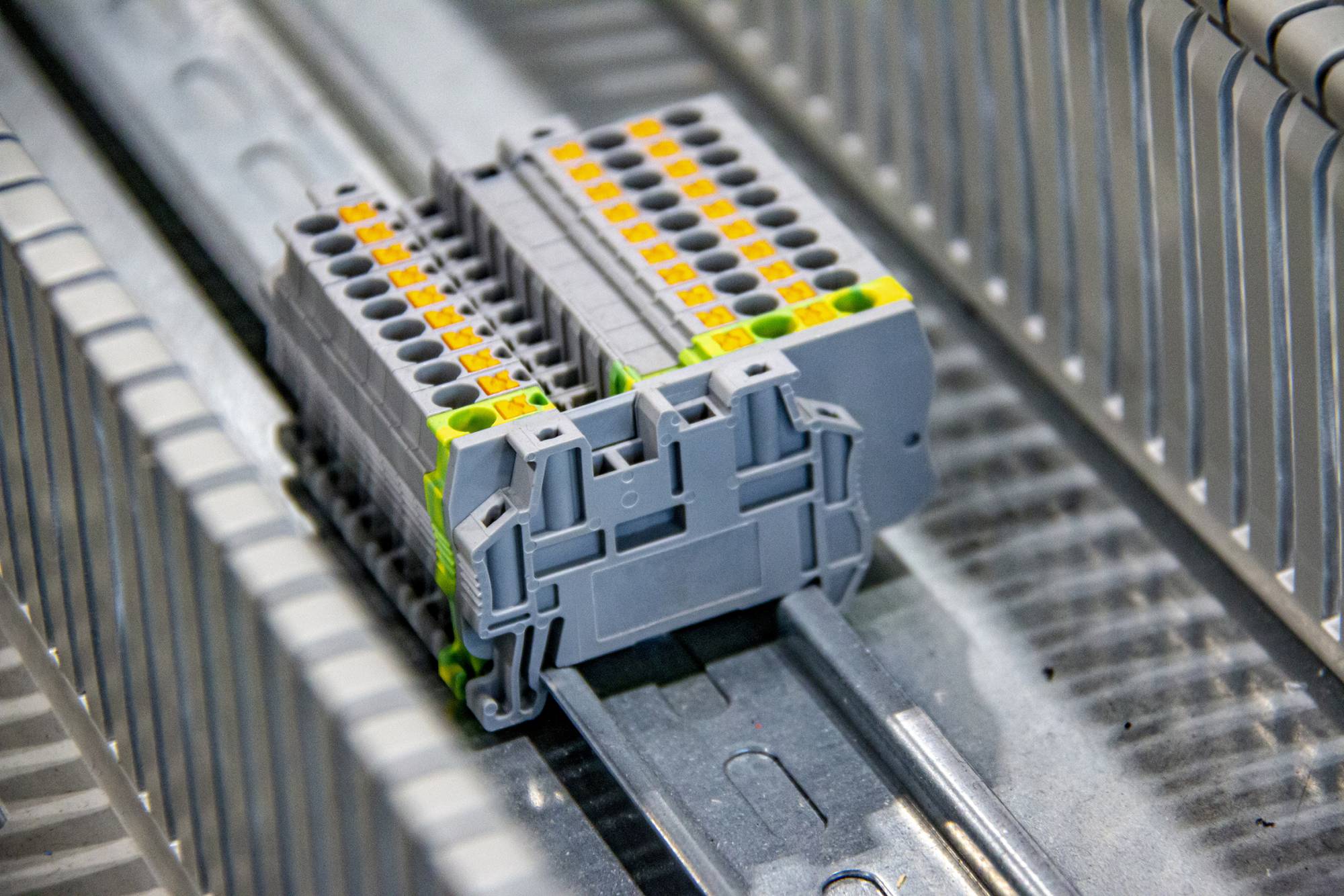
Die Klemmen werden mit flexiblen Leitungen zwischen 0,75 mm² und 6 mm² bestückt.

Langjährige Zusammenarbeit: Dr.-Ing. Matthias Bartelt, Schunk-Vertriebsmitarbeiter Andreas Rathke und Dr.-Ing. Alfred Hypki (von links).
Hohe Datenqualität
Der Kraft-Momenten-Sensor von Schunk misst in allen sechs Freiheitsgraden. So trägt er seinerseits dazu bei, dass die zu verdrahtenden Kabel unversehrt bleiben. Seine Silizium-Dehnmessstreifen liefern ein 75-mal stärkeres Signal als konventionelle Folien-Messstreifen und reduzieren das Signalrauschen auf nahezu Null. Die elektrische Dreheinheit PRH ist dafür zuständig, dass die Adern nachgeführt werden – und das schnell und hochpräzise. Sie verfügt über einen bürstenlosen DC-Servomotor und lässt sich aufgrund der Regelbarkeit von Position, Geschwindigkeit und Drehmoment flexibel einsetzen. So lassen sich kurze Taktzeiten bei hoher Präzision realisieren. Mittels des Moduls werden Kabel aus einem Magazin nachgeladen. Sie sind bereits von einem Crimpautomaten mit Aderendhülsen bestückt und haben die richtige Länge, wenn sie im Schaltschrank verlegt werden. Das Magazin wird aktuell im Forschungsprojekt Crimp-Saver (Förderkennzeichen KK5055201MS0) entwickelt.
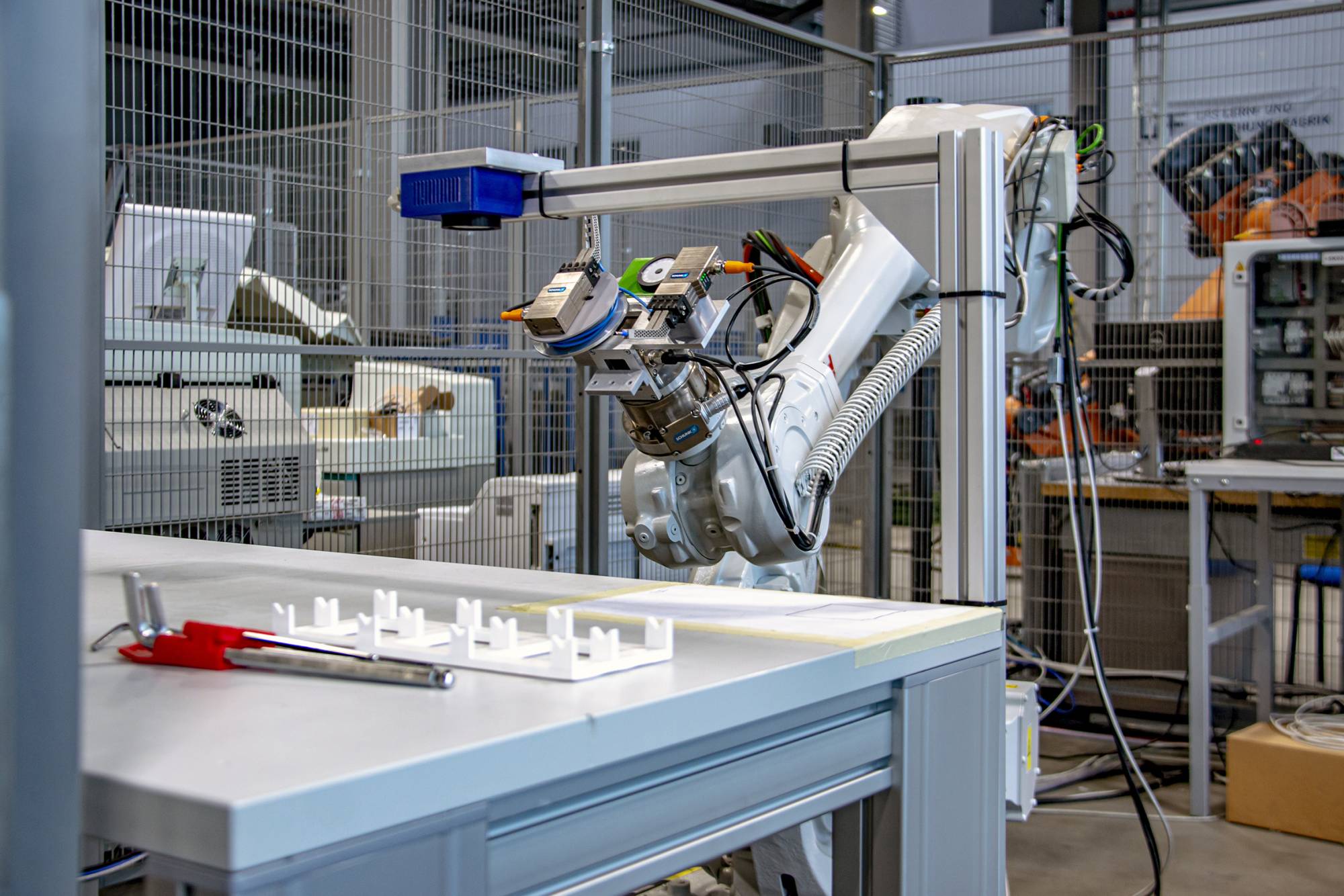
Ein Standard-Roboter nutzt die Schunk-Komponenten zur Verdrahtung des Schaltschrankes. Die Komponenten werden dabei über IO-Link angesteuert.
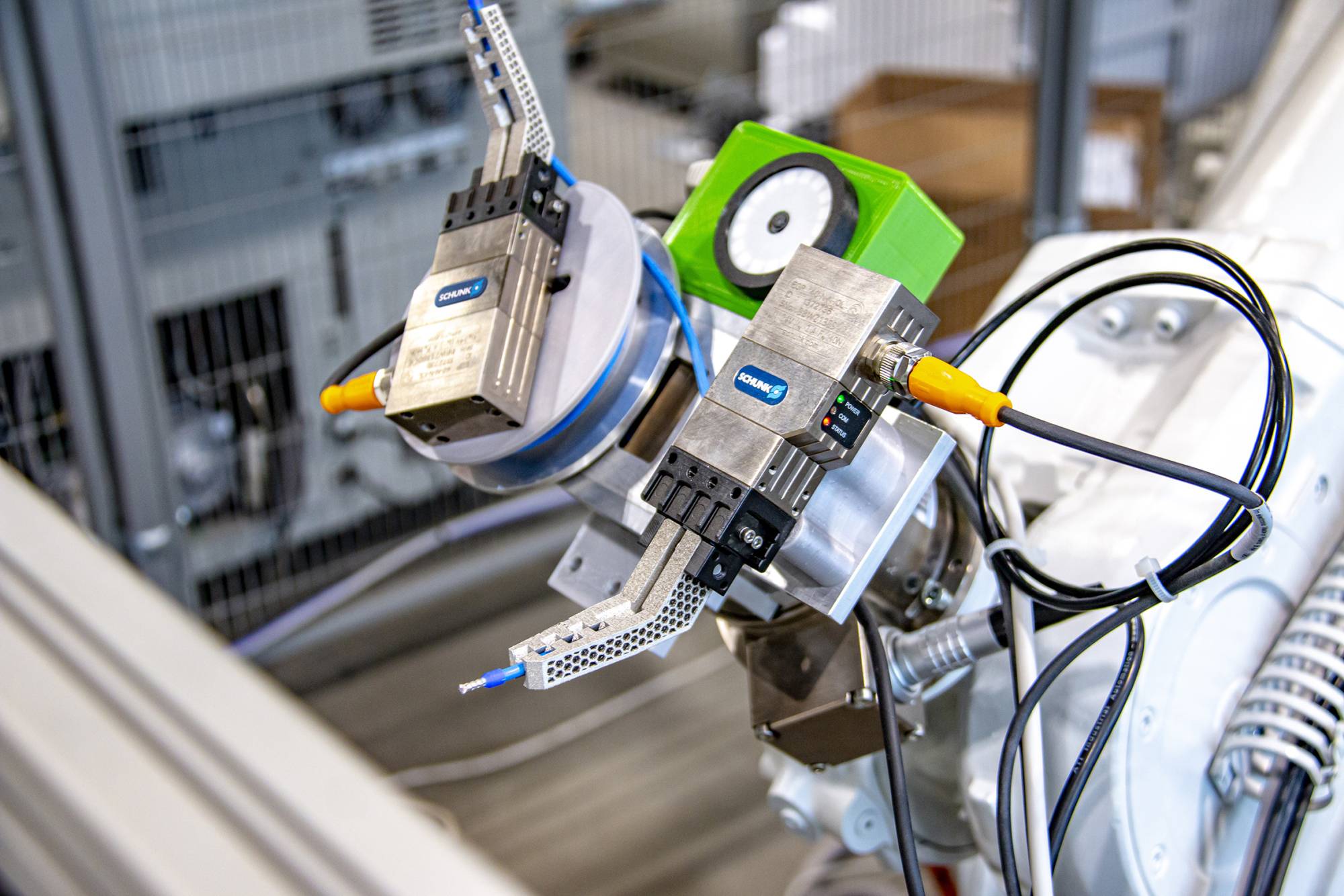
Die Schunk-Komponenten, die zum Einsatz kommen: zwei EGP-Greifer, ein PRH-Drehmodul und ein Kraft-Momenten-Sensor FT.
Infos zum Anwender
Die 1962 gegründete Ruhr-Universität Bochum ist mit 42.599 Studierenden eine der zehn größten Universitäten in Deutschland. In neun sogenannten Research Departments arbeiten Wissenschaftler der RUB an interdisziplinären Forschungsschwerpunkten. An der Fakultät für Maschinenbau beheimatet ist der Lehrstuhl für Produktionssysteme, wo sich Ingenieure mit Projekten wie RoboSchalt befassen.
Anbindung an Eplan
Ein Montageauftrag enthält die Start- und Endpositionen der Kabel, die Verläufe der Kabel in den Kabelkanälen sowie die jeweiligen Kabelkonfektionen. Die Anforderungen des Kunden an die Verdrahtung des Schaltschrankes sind im Montageauftrag hinterlegt und werden zur automatisierten Verarbeitung durch im Forschungsprojekt entwickelten Methoden noch aufbereitet. In einem nächsten Schritt werden aus diesen Informationen die Bahnen für die automatische Verdrahtung erzeugt, aus denen dann ein Roboterprogramm abgeleitet wird. „Die Datenaufbereitung ist ein erheblicher Teil dieses Projektes“, berichtet Dr.-Ing. Matthias Bartelt, Gruppenleiter am Lehrstuhl. „Die Daten, die der Kunde an den Schaltschrankbauer liefert, können qualitativ teilweise erheblich schwanken.“ Jedoch bietet diese Art der Anbindung einen entscheidenden Vorteil: Parallel zur Planung der Bahnen wird eine Datenbank mit bauteilspezifischem Wissen aufgebaut, die die aus dem Planungssystem gewonnenen Informationen ergänzt.
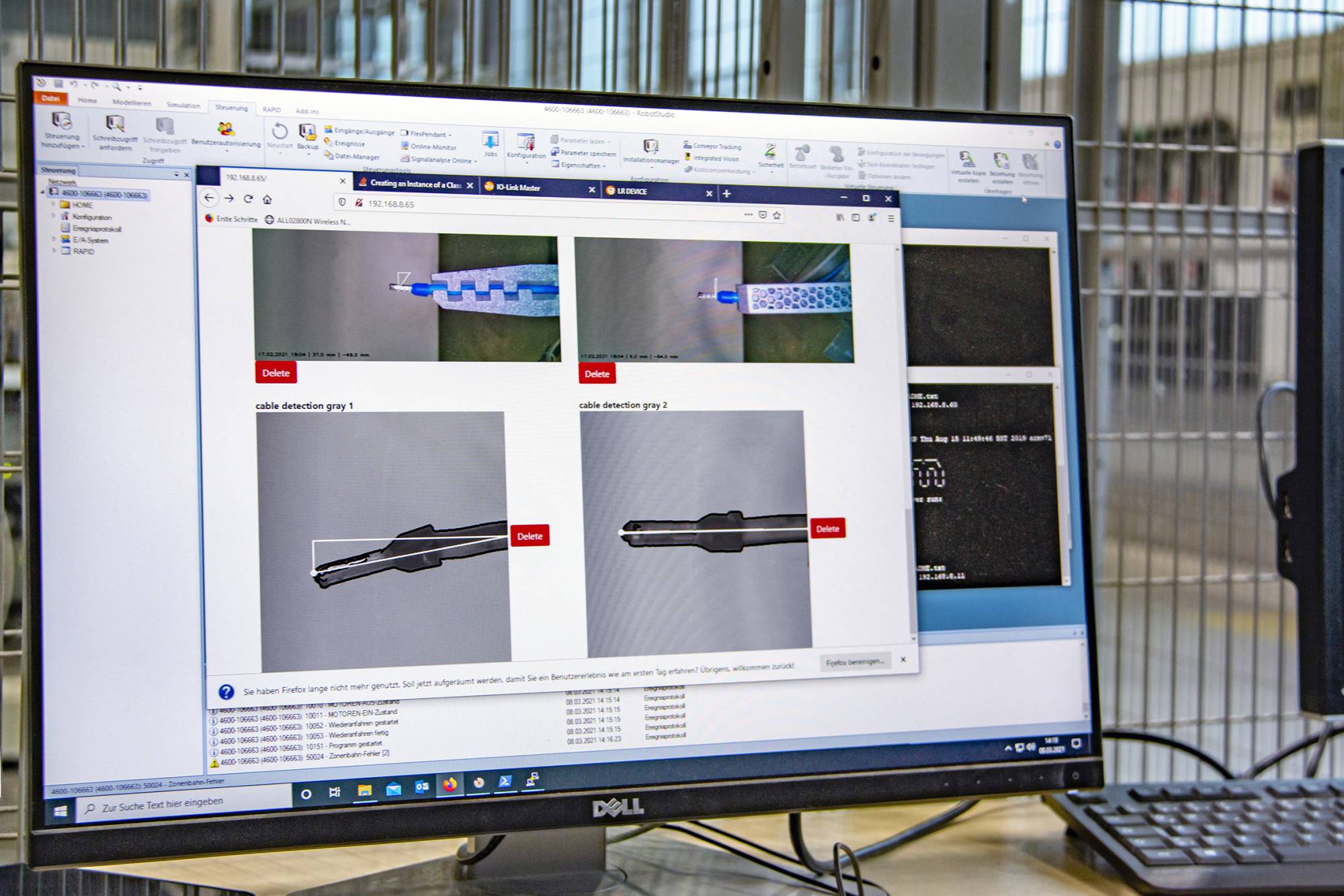
Die Kabel werden vorkonfektioniert bereitgestellt. „In den meisten Fällen wird nur ein Kabelende in die Klemme gesteckt, das restliche Kabel durch die Kabelkanäle verlegt und das andere Ende nicht montiert, sondern lediglich aus dem Kabelkanal geführt“, ergänzt Bartelt. Dabei kommt es darauf an, dass der Roboter auch Toleranzen ausgleichen kann. Dafür kommen zwei Kamerasysteme am Werkzeug zum Einsatz.

Dr.-Ing Matthias Bartelt an der Versuchszelle der Ruhr-Universität Bochum, in der die Ingenieure Automatisierung in der Verdrahtung von Schaltschränken erforschen.

Rund 50 % des Montageaufwands bei Schaltschränken entfallen auf die Verdrahtung. Eine teilautomatisierte Lösung mit Schunk-Komponenten könnte Kosten senken.

Dr.-Ing. Matthias Bartelt überprüft die Programmierung des Roboters am PC.
Technik könnte Aufwand und Kosten senken
Weiß der Roboter, welche Bahnen er fahren muss, gilt es zunächst, das zu führende Kabel aufzunehmen. Nach der Aufnahme prüft der Roboter, wie es im Greifer sitzt. Anschließend fährt er zur Klemme und überprüft vor dem Einstecken Winkel und Position der Klemme. Dann kommt der Knackpunkt: Nun gilt es für den Roboter, das Kabel mit der richtigen Kraft in die Klemmen zu drücken, ohne Kabel oder Klemme zu beschädigen. Die Schunk-Komponenten bieten dabei ein Zusammenspiel, das Kunden in Zukunft viel Zeit und Geld sparen könnte.
Hypki erläutert: „Der Schaltschrankbau ist eine ältere Domäne, in der traditionell noch viel in Handarbeit passiert. Das könnte in Zukunft teilautomatisiert effizienter gehen.“ So könne beispielsweise ein Roboter in der Nachtschicht einige Hundert Kabel in Klemmen stecken und ein Mitarbeiter dann in seiner Schicht die Endverdrahtung und Qualitätskontrolle übernehmen. Das Potenzial ist enorm: Eine bessere Datenqualität bei komplexen Funktionalitäten, eine automatisierte Bahnplanung und schnellere Lieferzeiten – all das könnte im Schaltschrankbau bald Realität werden.
Teilen: · · Zur Merkliste