Leistungsstarke Sensorik in Robotikanwendungen mittels Micro-Epsilon Produkten
Optimierung der Arbeitsabläufe dank kompakter Laserbauweise: Beim Einsatz von Robotern in industriellen Produktionsprozessen spielt der Einsatz von Sensoren eine zentrale Rolle. Die Sensoren ermöglichen, dass Roboter ihre Umgebung wahrnehmen und sich im Raum orientieren können. Der Sensorhersteller Micro-Epsilon bietet ein breites Produktportfolio mit unterschiedlichen Messprinzipien, das in zahlreiche Robotikanwendungen eingebunden ist.

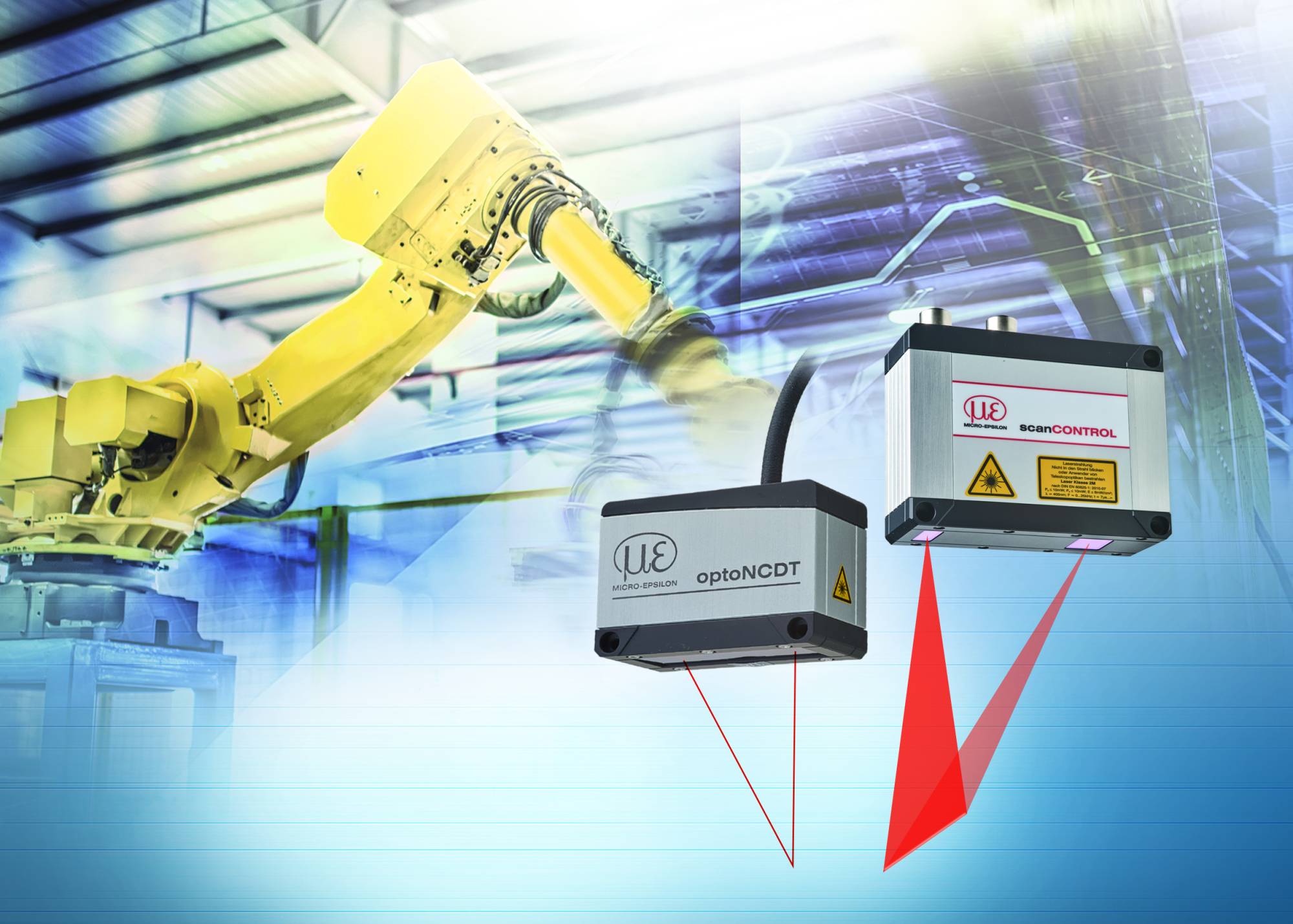
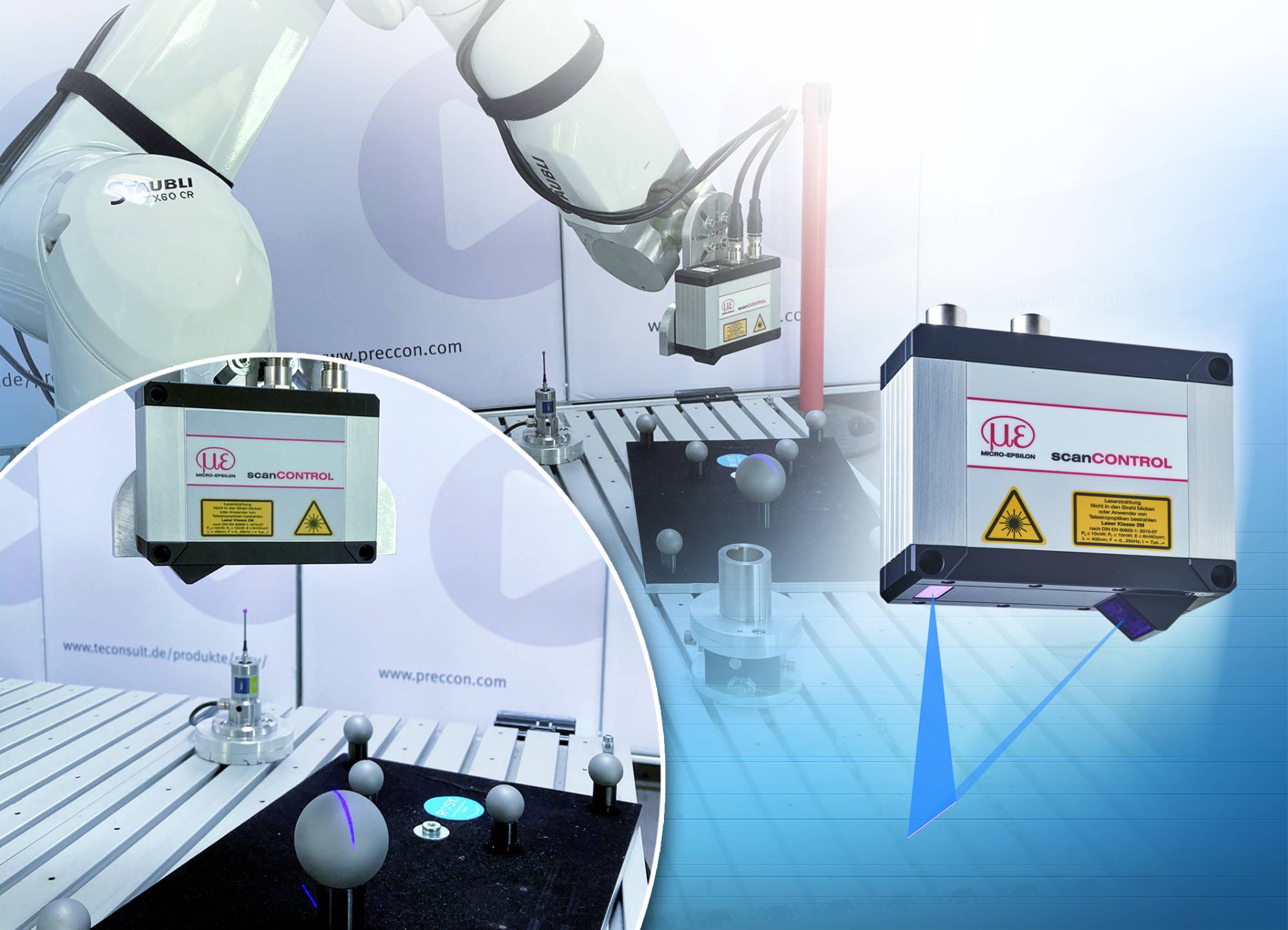
Um eine vollautomatische und selbstständige Kalibrierung von Roboterzellen zu erreichen, werden Laserscanner scanCONTROL und Laser-Triangulationssensoren optoNCDT verwendet.
Sensoren nehmen entscheidenden Einfluss auf die Effizienz und Genauigkeit in robotergesteuerten Produktionsprozessen. Sie tragen dazu bei, dass Roboter Aufgaben wie Montage, Inspektion und Qualitätskontrolle schnell und zuverlässig durchführen können, da sie dem Roboter als Sinnesorgane dienen. Der Einsatz von Robotern reduziert Produktionskosten sowie Ausschuss und erhöht die Produktqualität. Der Sensorspezialist Micro-Epsilon bedient mit seinem breiten Sensorportfolio nahezu alle Branchen und unterstützt unzählige Herstellungsprozesse.
Ein Laserscanner prüft beispielsweise den Klebeauftrag, der schon vor dem Einpassen der Scheibe erfolgte.
Kalibrieren von Roboterachsen
Bereits beim Kalibrieren von Roboterachsen werden die Micro-Epsilon-Sensoren eingesetzt. Um eine vollautomatische und selbstständige Kalibrierung von Roboterzellen zu erreichen, werden Laserscanner scanCONTROL und Laser-Triangulationssensoren optoNCDT verwendet. Der Einsatz dieser optischen Sensoren ermöglicht die permanente Überwachung und Wiederherstellung des Produktionsprozesses per Knopfdruck. Die Sensoren werden direkt am Roboter platziert und messen auf eine Platte mit Referenztargets. Dieses System wird zusammen mit einer speziellen Software des Unternehmens teconsult betrieben.
In die Software lassen sich verschiedene Micro-Epsilon-Sensoren direkt einbinden. Zudem können mit der Lösung automatisierte Messungen, Prüfungen oder Korrekturen der Roboterkinematik, des Robotergreifers und der Peripherie der Roboterzelle erfolgen. Die Sensorik wird permanent in die Roboterzelle integriert oder als portables Service-Tool genutzt.
Kernaufgabe der Sensoren beim Laserschweißen ist es, Freiformen zu erfassen sowie Formabweichungen vor der Laserbearbeitung zu erkennen.
Automatische Inspektion von Eisenbahnlaschen
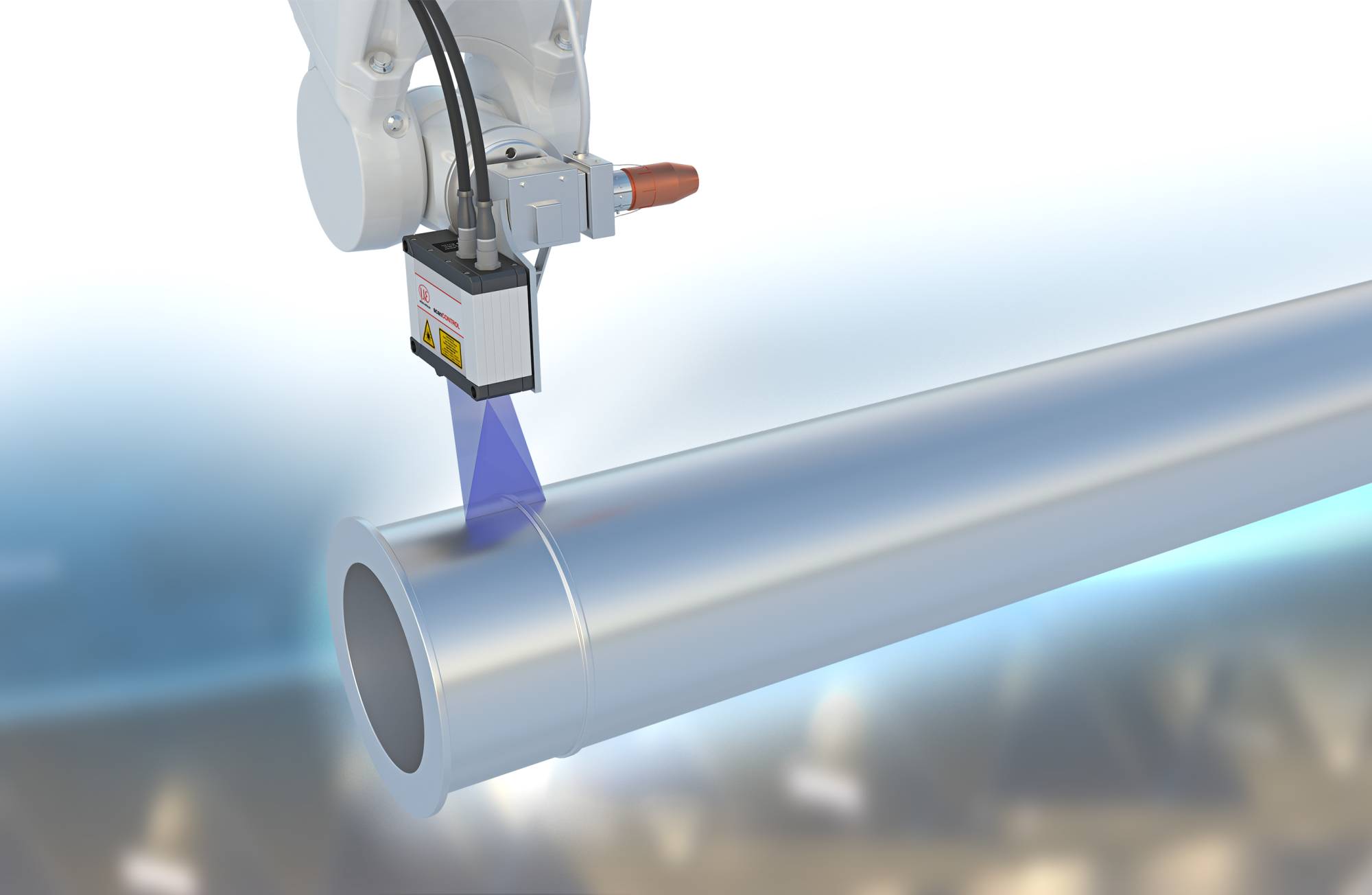
Beim Unternehmen Mills CNC handelt es sich um einen Anbieter für Werkzeugmaschinen. Dieser setzt Micro-Epsilon Lasersensoren der Reihe optoNCDT zur automatischen Vermessung von großen, warmgewalzten Eisenbahnlaschen aus Stahl ein. Die Eisenbahnlaschen verbinden zwei Schienen miteinander und müssen dafür möglichst gerade und eben sein. In einer für die Messaufgabe entwickelten Messzelle werden sowohl die Durchbiegung als auch ein möglicher Verzug der Laschen ermittelt. Für diese Messaufgabe ist der Lasersensor mit einem großen Messbereich von 750 mm auf einem Roboter montiert. Der Roboter führt den Sensor über die Laschen und ermittelt über die Abstandswerte die Ebenheit. Dank kompakter Sensorbauform und direkter Datenausgabe ohne externen Controller ist eine einfache Einbindung an Roboter möglich.
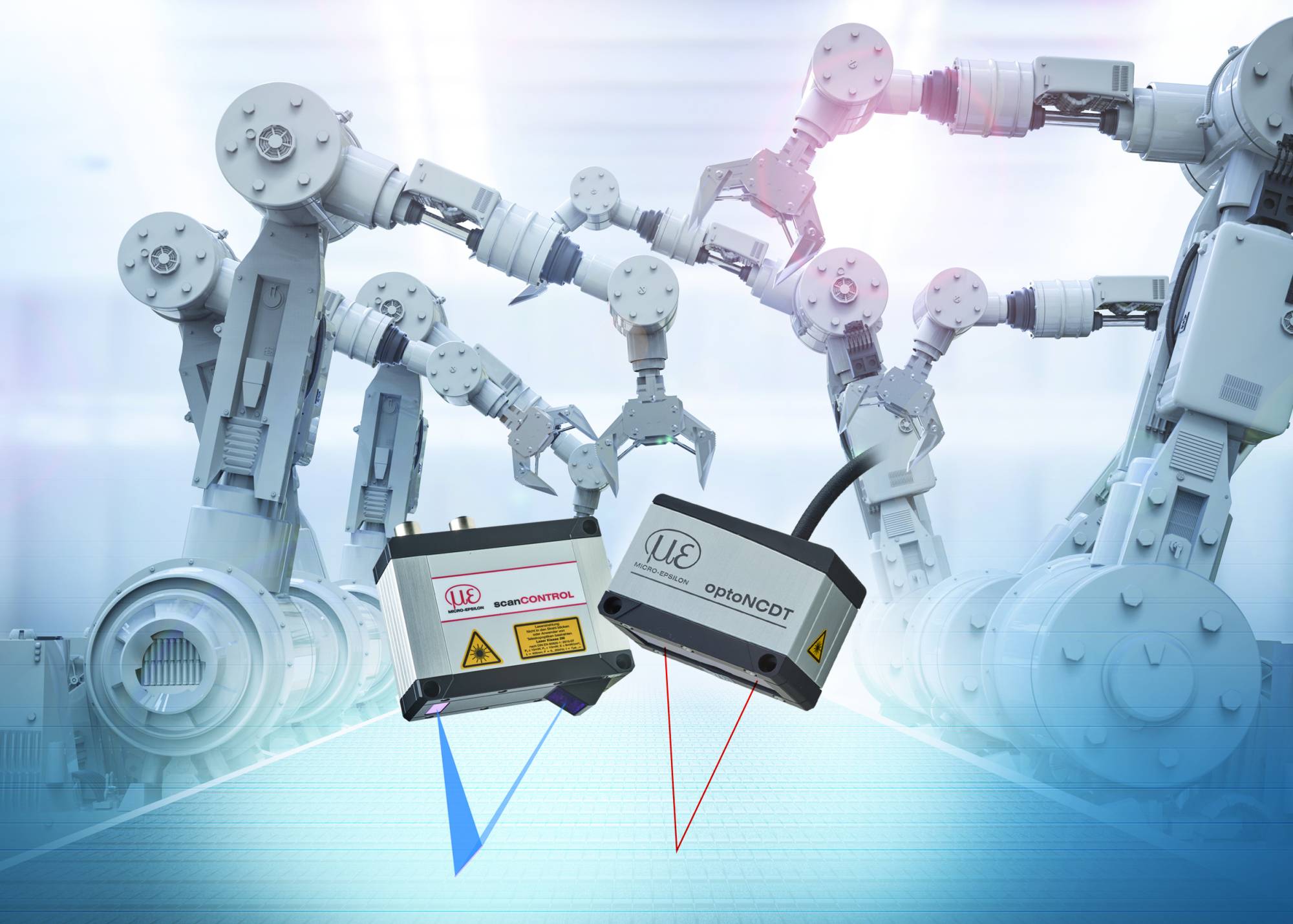
Klein und in Höchstform einsetzbar sind die Sensoren von Micro-Epsilon.
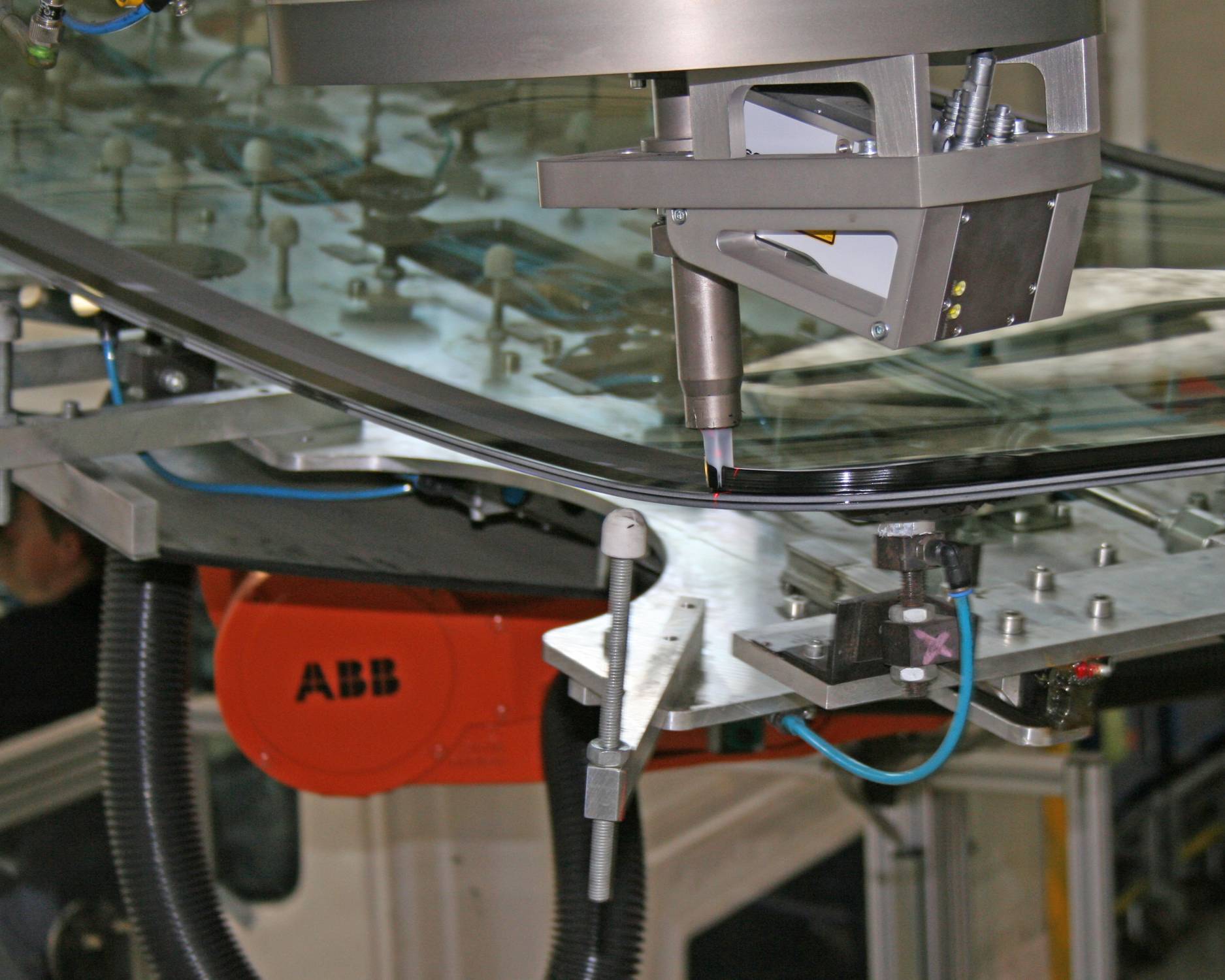
Exakte Scheibenmontage
In der Automobilindustrie gibt es Messaufgaben, bei denen die gleichzeitige Erfassung mehrerer Messwerte oder die dreidimensionale Erfassung von Messobjekten bei kurzen Taktzeiten notwendig ist. Beispielsweise wird bei der Scheibenmontage ein Laserliniensensor scanCONTROL eingesetzt, der detaillierte Abstandswerte in allen Ebenen erfasst. Bei der Montage sitzt der Sensor an dem Roboter, der die Scheibe am Fahrzeug einpasst. Wird die Scheibe aufgesetzt, erfasst der Scanner das komplette Profil der Scheibe und deren Umfeld, wodurch auf einen Schuss und damit in kürzester Zeit alle notwendigen Werte ermittelt werden. Es lässt sich bestimmen, ob die Scheibe gerade und mittig platziert ist und ob sie in allen Ebenen passgenau eingesetzt ist. Das Ergebnis, wie in diesem Fall Spalt und Bündigkeit, wird direkt im Sensorkopf generiert und an die SPS ausgegeben.
Für diese Messaufgabe ist der Lasersensor mit einem großen Messbereich von 750 mm auf einem Roboter montiert. Der Roboter führt den Sensor über die Eisenbahnlaschen und ermittelt über die Abstandswerte die Ebenheit.
Kleberaupenprüfung
Eine weitere Messaufgabe betrifft den Klebeauftrag, der schon vor dem Einpassen der Scheibe erfolgte und ebenfalls durch einen Laserscanner geprüft wird. Dazu wird der Scanner direkt an dem Roboter montiert, der die Kleberaupe aufträgt. Hierbei fährt der Sensor über die Stellen, auf die der Kleber bereits aufgebracht wurde. Es wird ein 3D-Abbild der Kleberaupe erstellt, welches Aufschluss darüber gibt, ob die Menge des Klebers ausreicht, ob der Auftrag lückenlos erfolgt ist und ob die Kleberaupe an der richtigen Stelle angebracht wurde. Alle erfassten Messwerte werden separat gespeichert. Sollte zu einem späteren Zeitpunkt ein Fehler im Prozess auftreten, kann zur Fehleranalyse auf diese Messwerte zurückgegriffen werden.
In der Automobilindustrie gibt es Messaufgaben, bei denen die gleichzeitige Erfassung mehrerer Messwerte oder die dreidimensionale Erfassung von Messobjekten bei kurzen Taktzeiten notwendig ist.
Stärken der optischen Sensoren
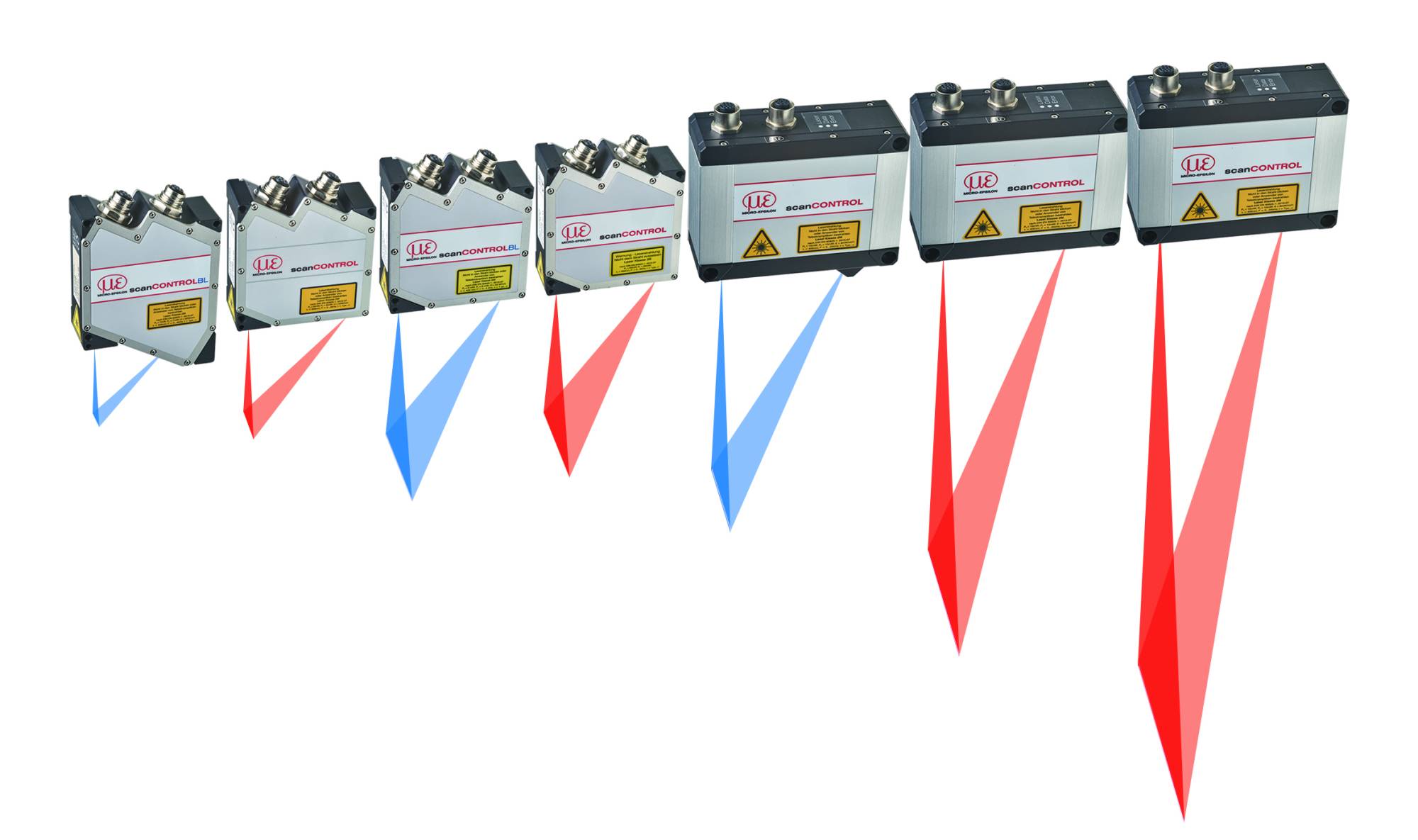
Die Stärken der Laserscanner scanCONTROL und Laser-Triangulationssensoren optoNCDT liegen in ihrer kompakten Bauweise, wodurch sie auch bei wenig Platz sehr gut in die roboterbasierte Applikation integriert werden können. Dank robuster Verkabelung sind die Sensoren für die extremen Dreh- und Torsionsbewegungen am Roboterarm geeignet. Sie besitzen zudem eine integrierte, hochempfindliche Empfangsmatrix, die es ermöglicht, auf fast allen industriellen Materialien zu messen und dies weitestgehend unabhängig von der Oberflächenreflexion. Die Echtzeit-Qualitätskontrolle ermöglicht ein sofortiges Eingreifen in die Produktionssteuerung. Zur Auswahl stehen Sensoren mit roter Laserdiode oder mit der patentierten Blue-Laser-Technologie, die in der Regel dann eingesetzt wird, wenn das rote Laserlicht an seine Grenzen stößt. Dies ist beispielsweise bei organischen Materialien, Holz, semitransparenten Materialien oder glühenden Metallen der Fall.
Das blaue Laserlicht lässt sich auf bestimmten Oberflächen schärfer fokussieren und ermöglicht auch dort hochpräzise Messergebnisse. Für Anwendungen, bei denen raue Umgebungsbedingungen herrschen, bietet Micro-Epsilon spezielles Zubehör an, das die Sensoren schützt. So ist etwa für Schweißapplikationen ein spezielles Gehäuse erhältlich, dessen Schutzscheiben austauschbar sind. Eine zusätzliche Druckluftspülung schützt die optischen Komponenten vor Staubablagerungen.

Micro-Epsilon Lasersensoren der Reihe optoNCDT können auch zur automatischen Vermessung von großen, warmgewalzten Eisenbahnlaschen aus Stahl eingesetzt werden, wie am beschriebenen Einsatzbeispiel.
Messprinzip Laserscanner
Der Laser-Profil-Scanner greift auf das Triangulationsprinzip zur zweidimensionalen Profilerfassung zurück. Er sendet einen Laserstrahl aus, der zu einer Laserlinie aufgeweitet wird. Diese trifft auf das Messobjekt. Das Laserlicht wird von der Oberfläche des Messobjekts reflektiert und auf einer hochempfindlichen Empfangsmatrix im Sensor abgebildet. Der Controller berechnet aus diesem Matrixbild neben den Abstandsinformationen (z-Achse) auch die Position entlang der Laserlinie (x-Achse). Diese Messwerte werden dann in einem sensorfesten, zweidimensionalen Koordinatensystem ausgegeben. Bei bewegten Objekten oder bei Traversierung des Sensors können somit auch 3D-Messwerte ermittelt werden.
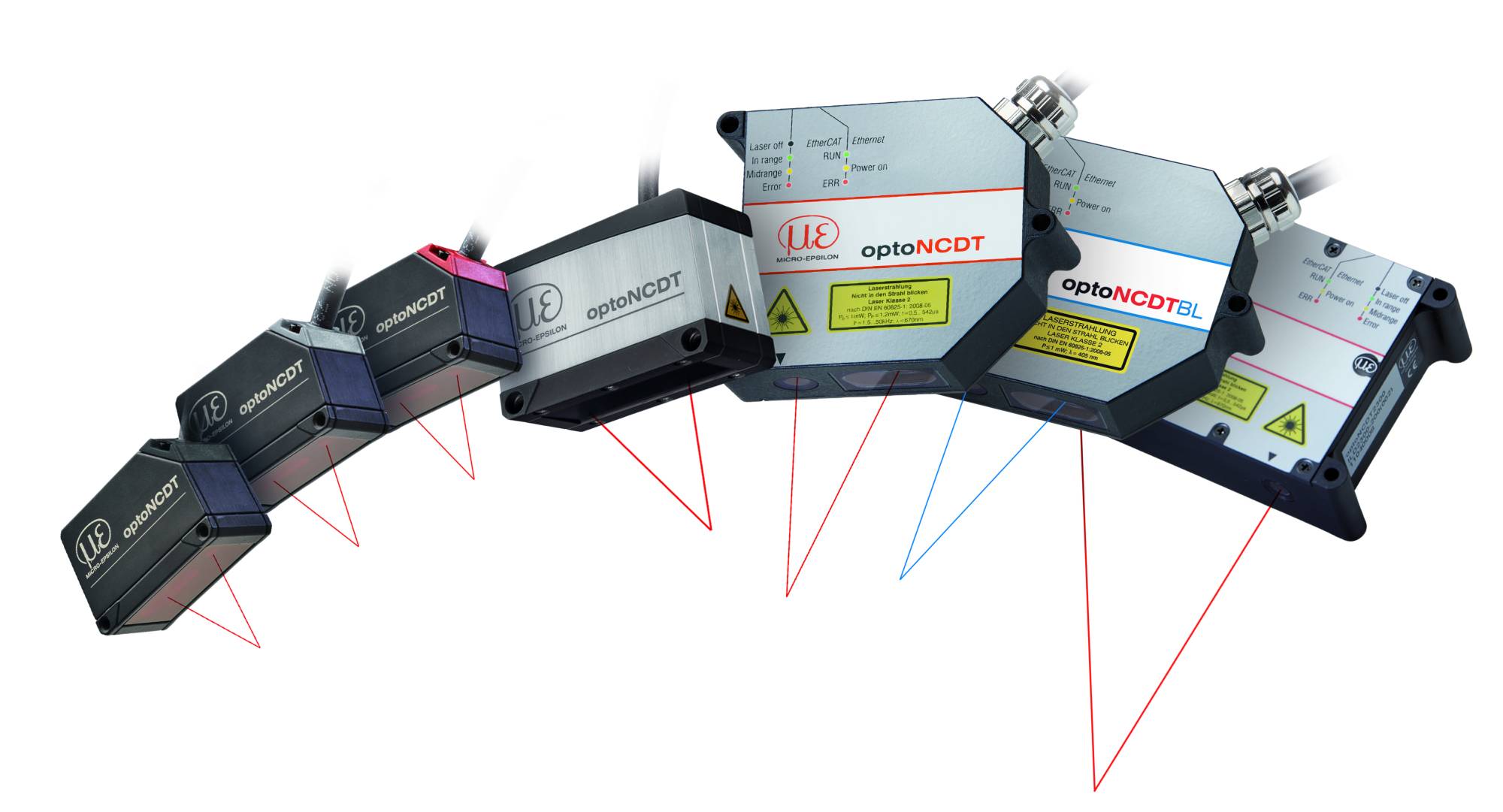
Die Stärken des Laser-Triangulationssensors optoNCDT liegt in ihrer kompakten Bauweise.
Messprinzip Laser-Triangulationssensoren
Das Messprinzip der Laser-Triangulation basiert auf einer einfachen geometrischen Beziehung: Eine Laserdiode emittiert einen Laserstrahl, der auf das Messobjekt gerichtet ist. Die reflektierte Strahlung wird über eine Optik auf einer CCD-/CMOS-Zeile abgebildet. Der Abstand zum Messobjekt wird über eine Dreiecksbeziehung zwischen Laserdiode, Messpunkt auf dem Objekt und Abbild auf der CCD-Zeile bestimmt. Die Messauflösung erreicht dabei den Bruchteil eines Mikrometers.
Der Sensorhersteller Micro-Epsilon bietet ein breites Produktportfolio mit unterschiedlichen Messprinzipien, welches in zahlreiche Robotikanwendungen eingebunden ist.
3D-Scan vor dem Laserauftragsschweißen
Beim Laserauftragsschweißen wird auf der Bauteiloberfläche ein Schmelzbad erzeugt und durch das Zuführen eines pulverförmigen Zusatzwerkstoffs entsteht eine porenfreie Schicht. Kernaufgabe der Sensoren ist dabei, Freiformen zu erfassen sowie Formabweichungen vor der Laserbearbeitung zu erkennen. Dazu scannt ein Laserscanner der Reihe scanCONTROL von Micro-Epsilon die Bauteile ab. Sofern es die Bauteilgeometrie erfordert, erfolgt dies aus mehreren Richtungen. Unabhängig von den Reflexionseigenschaften des Materials liefert der Sensor stets zuverlässige Messwerte. Die Rohdaten werden direkt an eine kundenseitige Software übertragen, zu einem 3D-Modell zusammengefügt und schließlich für die Bahnplanung des Laser-Schweißkopfes verwendet.
Anschließend lässt sich die Düse im richtigen Abstand zur Oberfläche platzieren und über die errechnete Bahn führen. Das Resultat ist eine neue, gleichmäßige und vollflächige Oberfläche. Im Gegensatz zu einer Kameralösung ermöglichen es Laser-Profilscanner, ein 3D-Modell zu erstellen und sie sind oberflächenunabhängig bezüglich des Kontrastes. Auch die höhere Präzision sowie die vielfältigen Integrations- und Verarbeitungsmöglichkeiten der gewonnenen Messdaten bieten bei dieser Anwendung deutliche Vorteile. Im Vergleich zum taktilen Messen ist zudem die erforderliche Taktzeit durch das berührungslose Vermessen erheblich geringer.
Druckkopfpositionierung beim Betondruck
Beim Betondruck werden Micro-Epsilon Laser-Profilscanner zur Prozessregelung eingesetzt. Die kompakten und leichten Scanner lassen sich direkt an einem Roboter montieren und messen den Betonstrang unmittelbar nach dem Auftrag. Dank großer Messbereiche sowie der integrierten Signalberechnung und Auswertung wird der komplette Strang schnell und präzise vermessen und das bewertete Messsignal direkt an die Steuerung übertragen.
Teilen: · · Zur Merkliste