anwenderreportage
Beckhoff AX5000: PC-based Control - die Lizenz zum Abheben
Im Flugzeugbau gelten aus naheliegenden Gründen besonders hohe Anforderungen für die Bauteilqualität und -genauigkeit. Hinzu kommen die oft sehr großen Abmessungen der Blechteile, die beim Bearbeitungs- und Handlingprozess zu berücksichtigen sind. Basierend auf PC-based Control von Beckhoff wurde all das bei den Großformat-Fräsanlagen von Harmuth CNC-Frästechnik in enger Zusammenarbeit mit dem CNC-Spezialisten Penta-Tec und dem Fräs-Spezialisten A&T, der u. a. die Airbus-Tochter Premium Aerotec mit Strukturbauteilen beliefert, umgesetzt.

Bei A&T werden die Großformat-Fräsanlagen von Harmuth CNC-Frästechnik eingesetzt, um Außenhautbleche und verschiedenste Strukturfrästeile aus Luftfahrzeugblechen für die Airbus-A320-Serie zu fertigen. (Bild: Shutterstock)
Shortcut
Aufgabenstellung: Steuerungstechnik für Großformat-Fräsanlagen.
Lösung: PC-based Control von Beckhoff umgesetzt u. a. mit einem Embedded-PC CX2040 mit TwinCAT NC I für die Maschinensteuerung und einem CX5120 für die zentrale Vakuumsteuerung.
Nutzen: Leistungsfähige, flexible Steuerungsplattform, intelligente Regelungstechnik, die Energie sparen hilft.
Die Penta-Tec CNC-Automation GmbH, mit Sitz im österreichischen Grödig, startete bereits in den 1990er-Jahren mit der Entwicklung kompletter CNC-Maschinenlösungen, wie Geschäftsführer Dieter König erläutert: „Schon damals lag unser Fokus eher abseits der klassischen CNC-Werkzeugmaschinen, d. h. auf Bereichen wie z. B. Architekturmodellbau, Holzbearbeitung in kleineren Handwerksbetrieben und Kunsthandwerk.“ Diese Anwendergruppe, mit traditionell wenig CNC-Erfahrung, stelle besondere Anforderungen an eine Steuerung. Dazu zähle vor allem auch eine einfache Handhabung.
Penta-Tec entschied sich schon zu Beginn dafür, die im Bereich Maschinensteuerung zunehmend verbreitete PC-Technik zu nutzen und entwickelte dementsprechend eine komplette vollgrafische Benutzeroberfläche, u. a. mit Grafikeditor, 2½-D-CAM-System, Material- und Werkzeugverwaltung sowie Maschinenbedienung. Laut Dieter König waren dies ideale Voraussetzungen, um 2011 auf PC-based Control von Beckhoff zu setzen: „Diese einzigartige Steuerungslösung hatte sich im Maschinenbau und auch bei den CNC-Maschinenherstellern immer weiter verbreitet und durch die individuellen Anforderungen dieser zahlreichen Kunden kontinuierlich weiterentwickelt. Zudem verlagerte sich unsere Kernkompetenz verstärkt in Richtung CNC-Software und CNC-Benutzeroberflächen. Aus diesen Gründen verfolgten wir damals den eigenen Maschinenbau nicht mehr weiter, nutzten die Beckhoff-Technik und konzentrierten uns auf die CNC-Lösungsanforderungen der verschiedenen Maschinenbaukunden“, erklärt er.
Das Expertenteam (v.l.n.r.:) Harmuth-Geschäftsführer Andreas Harmuth, A&T-Geschäftsführer Marc Bochinger, Roman Felber und Dieter König (beide Geschäftsführer bei Penta-Tec), George Hampel (Vertriebsingenieur Beckhoff Österreich) und Klaus Bernzen (Produktmanager TwinCAT – Motion Control und Robotik bei Beckhoff Automation).
Infos zum Anwender
Die in Nordenham bei Bremerhaven beheimatete Harmuth CNC-Frästechnik gilt als Spezialist für hochwertige CNC-gesteuerte Fräsanlagen. Die Anlagen werden in der eigenen Montagehalle komplett konstruiert, als Prototyp getestet und gefertigt. Seit der Firmengründung im Jahre 2000 wurden bereits mehr als 150 Maschinen ausgeliefert.
www.harmuth-cnc.de
PC-based Control erhöht Flexibilität im Maschinenbau
Einer dieser Maschinenbauer ist ein deutscher Spezialist für 3D-Fräsanlagen und Sonderanlagen, die Harmuth CNC-Frästechnik in Nordenham. „Bei den Großformat-Fräsanlagen sind vor allem die Abmessungen und die erforderlichen Steifigkeiten zu beachten. Dabei reicht das Spektrum von leichten und damit möglichst dynamisch arbeitenden Maschinen bis hin zu schweren Anlagen mit großen Fräsköpfen für präzise Planfräsarbeiten. Hier sind wir als Maschinenbauer sehr flexibel, nicht zuletzt durch die offene und z. B. hinsichtlich Rechenleistung und Achsanzahl fein skalierbare Steuerungstechnik von Beckhoff. Hinzu kommen die vielfältigen Möglichkeiten, die PC-based Control für die Fernwartung bietet. Entscheidend ist bei der PC-basierten Steuerungstechnik und auch bei der Software von Penta-Tec die Zuverlässigkeit, um den Serviceaufwand zu minimieren,“ erläutert der Geschäftsführer und gelernte Flugzeugbauer Andreas Harmuth einige der speziellen Anforderungen.

Gesteuert werden die Großformat-Fräsanlagen durch einen Embedded-PC CX2040 mit TwinCAT NC I.
Vielseitige und leistungsfähige Standard-Steuerungstechnik
Durch die steigenden Anforderungen an die Funktionalität der Harmuth-Maschinen stieß man bei Penta-Tec im Jahr 2010 immer öfter an die Leistungsgrenzen des eigenen proprietären Steuerungssystems. „Rund um die eigentliche CNC-Bearbeitung mussten zusätzlich Automatisierungsaufgaben übernommen werden und häufig waren spezielle Sensoren oder Aktoren verschiedener Hersteller mit in das System einzubinden. Außerdem war die verfügbare Antriebsleistung und die Flexibilität hinsichtlich der Achsanzahl sehr eingeschränkt. Es war daher klar, dass wir ein neues, entsprechend leistungsfähiges, aber auch flexibles Steuerungssystem benötigten. Nach einigen Recherchen und Analysen des Steuerungsmarkts hat sich die PC-basierte Steuerungstechnik von Beckhoff recht schnell als ideale Lösung herausgestellt“, erinnert sich Dieter König.
Einerseits – so Dieter König weiter – decke die Antriebstechnik u. a. mit der Schrittmotorklemme EL7047, den Servoverstärkern AX5000 und den Servomotoren AM8000 alle erdenklichen Anforderungen von der einfachen Stepper-Hilfsachse über Servoachsen bis hin zur Einbindung von Linear- und Hydraulikachsen ab. Andererseits ließen sich auf der I/O-Seite durch das äußerst breite Spektrum an EtherCAT-Klemmen alle Anwendungen lösen, zumal über den weltweit verbreiteten Standard EtherCAT bei Bedarf entsprechende Spezialhardware von Drittanbietern zur Verfügung stehe. Weiterer entscheidender Punkt sei Windows als zugrunde liegendes Betriebssystem gewesen. Denn damit ließen sich die CAD/CAM/CNC-Bedienoberfläche Penta-NC und TwinCAT optimal kombinieren und auf demselben Zielrechner einsetzen. Hinzu komme das breite IPC-Spektrum, z. B. der Embedded-PC CX2040 für die Maschinensteuerung und der CX5120 für die zentrale Vakuumsteuerung.
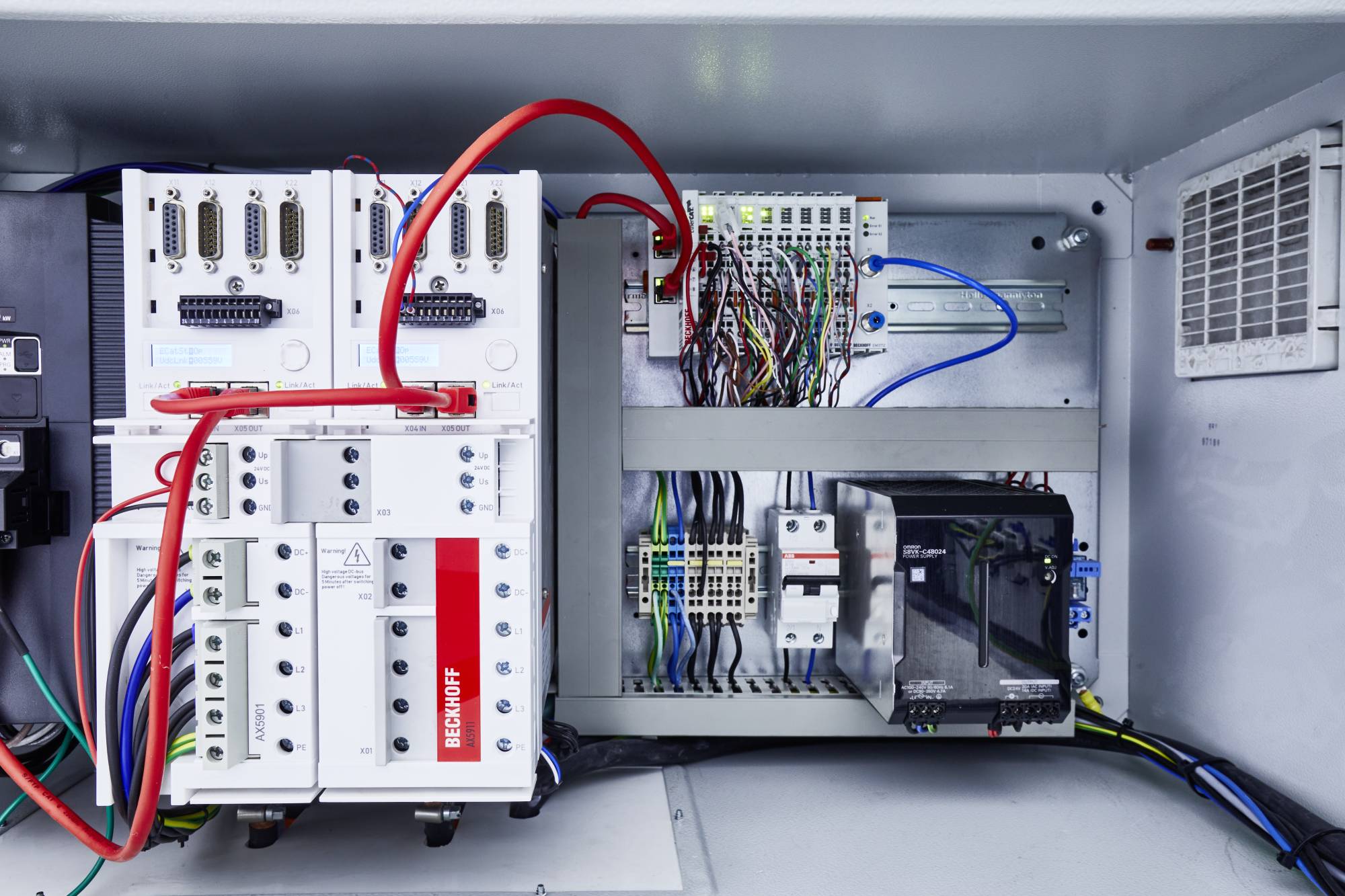
Die Servoverstärker AX5000 sorgen für dynamische und – mit der TwinSAFE-Optionskarte AX5805 – auch sichere Bewegungsabläufe.

In der A&T-Fertigung kommen insgesamt sieben verschiedene Großformat-Fräsanlagen von Harmuth CNC-Frästechnik zum Einsatz, die genau auf die jeweilige Aufgabe abgestimmt sind.
TwinCAT NC I als flexible Steuerungsplattform
Die einfache Zusammenarbeit beider Softwaresysteme bestätigt auch Roman Felber, technischer Geschäftsführer bei Penta-Tec: „Die ADS-Kommunikation zwischen Penta-NC als HMI und TwinCAT NC I als Steuerungsplattform konnte ohne großen Overhead umgesetzt werden. Außerdem stellt TwinCAT NC I eine kostengünstige Plattform für unterschiedlichste CNC-Anwendungen dar, mit der sich durch die Einbindung von Hilfsachsen z. B. als Tangential- oder Gantryachsen auch komplexere CNC-Aufgaben wirtschaftlich lösen lassen.“ In der hohen Flexibilität von TwinCAT NC I sieht Roman Felber einen weiteren Vorteil. So können Achsparameter direkt aus der SPS beeinflusst und z. B. Korrekturwerte aufgrund optischer Prüfungen in Echtzeit in den Positionsregler der Achse eingespeist werden.

A&T übernimmt die Umformung und mechanische Bearbeitung von Großblechen u. a. für die Airbus-A320-Serie.

Die Servomotoren AM8000 reduzieren durch die One Cable Technology (OCT) den Installationsaufwand und Platzbedarf.
Luftfahrzeugbleche energieeffizient fertigen
Bei der A&T Manufacturing GmbH werden die Großformat-Fräsanlagen von Harmuth CNC-Frästechnik eingesetzt, um Außenhautbleche und verschiedenste Strukturfrästeile aus Luftfahrzeugblechen für die Airbus-A320-Serie zu fertigen. Eine einfache und sehr flexible Möglichkeit, um Blechplatten in die Fräsanlagen zu spannen, ist die Vakuumspanntechnik. Allerdings sind hier je nach Maschinengröße sehr schnell 15 bis 20 kW oder mehr an Pumpenleistung erforderlich, sodass durch einen bedarfsorientierten Leistungsabruf ein entsprechend hohes Energiesparpotenzial erschlossen werden kann. Über eine Druckklemme EM3701 wird der aktuelle Unterdruck erfasst und als Regelgröße an die PLC weitergegeben. Nach dem Bearbeitungsvorgang sinkt der Unterdruck automatisch auf einen voreingestellten Standby-Wert, der lediglich ein unbeabsichtigtes Verrutschen des Bauteils verhindern muss. Im Vergleich zum reinen On/Off-Betrieb der Vakuumsteuerung können durch diese Maßnahmen ca. 50 bis 60 % der jährlichen Energiekosten eingespart werden.
Aber man ist bei A&T noch einen Schritt weiter gegangen und hat die Vakuumsteuerungen von je vier Anlagen auf einem zentralen Embedded-PC CX5120 zusammengefasst: „Die aktuellen Unterdruckdaten jeder einzelnen Maschine werden weiterhin über die EM3701 lokal ausgewertet und dann zusammen mit den berechneten Sollwerten per ADS an den CX5120 übertragen. Bei Störung eines Pumpensystems lässt sich so die Leistung einer anderen Vakuumpumpe unverzüglich hochregeln, um den Verlust auszugleichen. Durch diese Redundanz wird das Risiko von teuren Ausschussteilen durch einen Ausfall des Vakuumspannsystems praktisch ausgeschlossen“, erklärt Marc Bochinger, der Geschäftsführer der A&T Manufacturing GmbH. Eine weitere Anwendung der EM3701 ist die prozessabhängige Absaugleistungsregelung, über die sich Probleme im Bereich des Absaugkopfes oder im Saugrohrsystem detektieren lassen. Damit liefert dieses System wichtige Daten für die vorbeugende Wartung und damit für die Verfügbarkeit der Anlagen.
Teilen: · · Zur Merkliste