Mehr Effizienz durch optische Messtechnik
Geometrische Reifenprüfung in der Endfertigung und Reifenmontage: Die Anforderungen an moderne Reifen in Bezug auf Lebensdauer, Gewicht oder Geräuscharmut und die parallel dazu forcierte Minimierung der Produktionskosten steigern den Bedarf an innovativen Gummimischungen, den Komplexitätsgrad der Reifenkomponenten und die Anforderungen an die Qualitätssicherung.

Innovative Lichtschnittsensoren mit speziellen Funktionen für die Reifeninspektion sind abgestimmt auf das Verhalten von Gummimaterialien und wurden eigens zum Nachrüsten von bestehenden Maschinen entwickelt.
Neben sinkenden Toleranzen stellen z. B. die oben angeführten Mischungen und Komponenten eine Herausforderung für optische Prüfmaßnahmen dar, da sie durch stärkeren Glanzgrad zu einer höheren Empfindlichkeit gegenüber Fremdlicht führen. Lichtschnittmessungen des Planlaufs sowie die Detektion von Beulen und Dellen sind inzwischen der minimale Standard in der Reifenindustrie bei der Anwendung optischer Messtechnik. In naher Zukunft werden auch die Qualitätskontrolle der Beschriftung (DOT-Code, Werkzeugnummer) und die Oberflächenfehlererkennung dazugehören.

Auf Grundlage spezifischer Algorithmen erfolgt mit höchster Wiederholgenauigkeit und Stabilität der Vergleich eines „Reifen-Masters“ mit zu vermessenden Reifen.
Innovative Sensoren für den Retrofit
Die Endkontrolle der Reifen- und Radmontagewerke sind nach wie vor mit alten TU-Maschinen (TU=Tire Uniformity), Inspektionsanlagen für die Reifengeometrie und Auswuchtanlagen ausgestattet. Einer der kostengünstigsten Wege zur Produktionssteigerung ist das Nachrüsten einer bestehenden Anlage mit einer neuen Steuerung und einer hoch performanten Software (SPS) mit einer effizienten Schnittstelle zur Messanlage. Das macht die Systeme nun in der 24-h-Produktion einsatzfähig und spart ca. 10 bis 20 % der Taktzeiten ein. Innovative Lichtschnittsensoren mit speziellen Funktionen für die Reifeninspektion sind abgestimmt auf das Verhalten von Gummimaterialien und wurden eigens zum Nachrüsten von bestehenden Maschinen entwickelt. Falls die eingesparte Taktzeit nicht zur Erhöhung der Produktionszahlen dient, können stattdessen neue Funktionen zur Überprüfung der Reifengeometrie integriert werden.
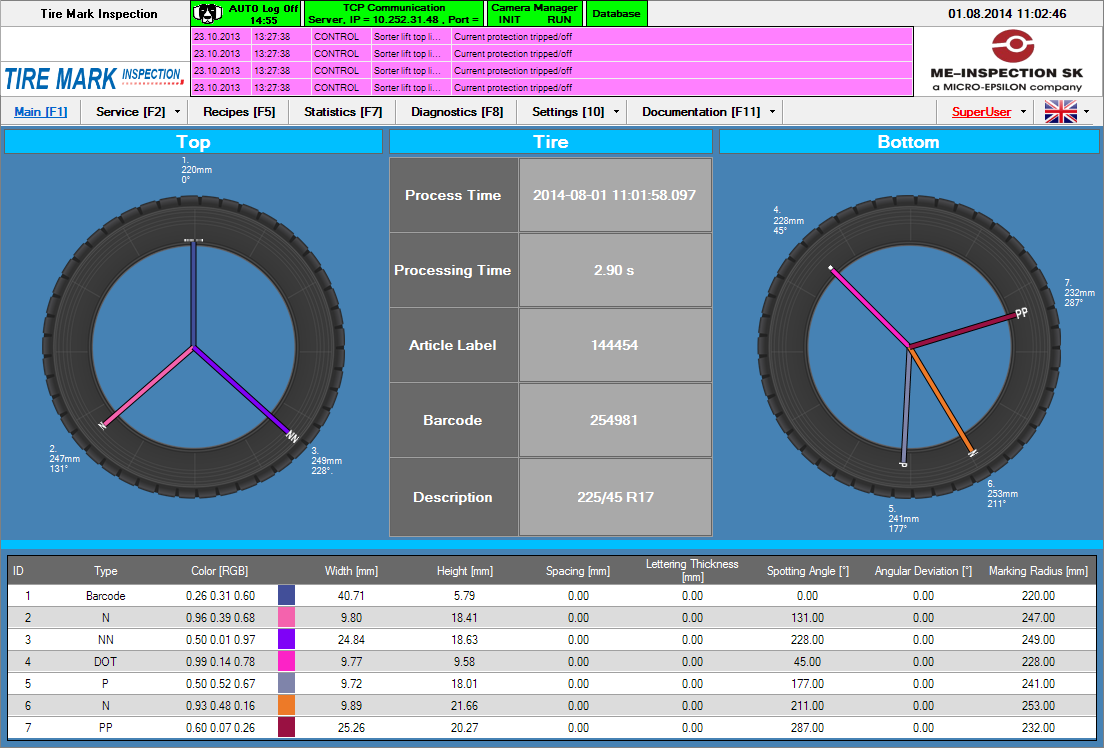
GUI einer Reifeninspektionsanlage.
Inspektion von Prägebeschriftung und Profil
Ein vor den Inspektionssystemen (TU, TG und Auswuchtmaschine) installiertes Stand-Alone-System für die Inspektion der Beschriftung und des Reifenprofils ermöglicht die präzisere Überprüfung der Beschriftungsqualität und der Reifenprofile. Auch unterstützt es die Qualitätskontrolle der Sicherheitshinweise an der Reifen-Seitenwand und die Erfassung optischer Defekte. Auf Grundlage spezifischer Algorithmen, die die Eigenschaften von Gummi berücksichtigen, erfolgt der Vergleich eines „Reifen-Masters“ mit zu vermessenden Reifen mit höchster Wiederholgenauigkeit und Stabilität. Diese automatische Defekt-Früherkennung reduziert die Anzahl fehlerhaft produzierter Reifen.
Überprüfung der Reifenkennzeichnung
Die aus dem Ergebnis der Messung in der TU-Maschine abgeleitete Klassifizierung wird durch eine Markierung an der Reifenseitenwand dokumentiert. Für die Kontrolle dieser Kennzeichnung wird ebenfalls optische Messtechnik genutzt. Das auf einer Farbkamera basierende System wird in der Markierstation oder auf dem Zuführband angebracht. Es misst die geometrischen Größen, die Position der Kennzeichnung und die Farbe unterschiedlicher Kennzeichen. Die maximale Zuführgeschwindigkeit beträgt 30 m/min., für die nachfolgende Berechnung werden nach Abschluss des Reifenscans ca. 1,3 Sekunden benötigt. Kamera, Lichtverhältnisse und Algorithmen müssen den schwierigen Umgebungsbedingungen angepasst werden. Weitere Herausforderungen wie unterschiedliches Reflexionsverhalten des Reifenmaterials und abweichende Formgebung der Reifenseitenwände muss die Messanlage selbsttätig meistern.
Inlineprüfung des DOT-Codes
Der letzte Anwendungsbereich umfasst das „Lesen“ des DOT-Codes, der Reifen-Identifikationsnummer und die grundlegende Schriftzug-Kontrolle. Dazu werden Lichtschnittsensoren oder 3D-Sensoren eingesetzt. Je nach Einsatzgebiet muss die Funktionalität robust genug sein, um unterschiedliche Reflektionseigenschaften des Reifenmaterials und der Räder automatisch zu meistern. Eine weitere Herausforderung ist die Qualität des zu lesenden DOT-Code-Schriftzuges dar. Insbesondere die Detektion der Produktionswoche ist bei geringer Beschriftungsqualität oft kritisch. Der Mensch besitzt die Möglichkeit, aufgrund von Fakten aus dem Kontext die Beschriftung mit hoher Wahrscheinlichkeit zu erraten. Methoden der Bildverarbeitung haben diese Gabe nicht. Daher steigen mit dem Automatisierungsgrad in gewissen Bereichen die auch Anforderungen an die Qualität der Produktion.
Teilen: · · Zur Merkliste