Stäubli TS60: Vier SCARAS unterstützen die Produktion von Ölstandsensoren
Stanzteile und Buchsen aufnehmen, 15 filigrane Metallteile in ein Formnest einlegen, Spritzgussteile aus der Kavität entnehmen und den Anguss entfernen: Für dieses komplexe Aufgabenspektrum zeichnen in einer hochautomatisierten Fertigungszelle, die alle 36 Sekunden vier Gehäuse für Ölstandsensoren produziert, vier Stäubli Roboter verantwortlich.

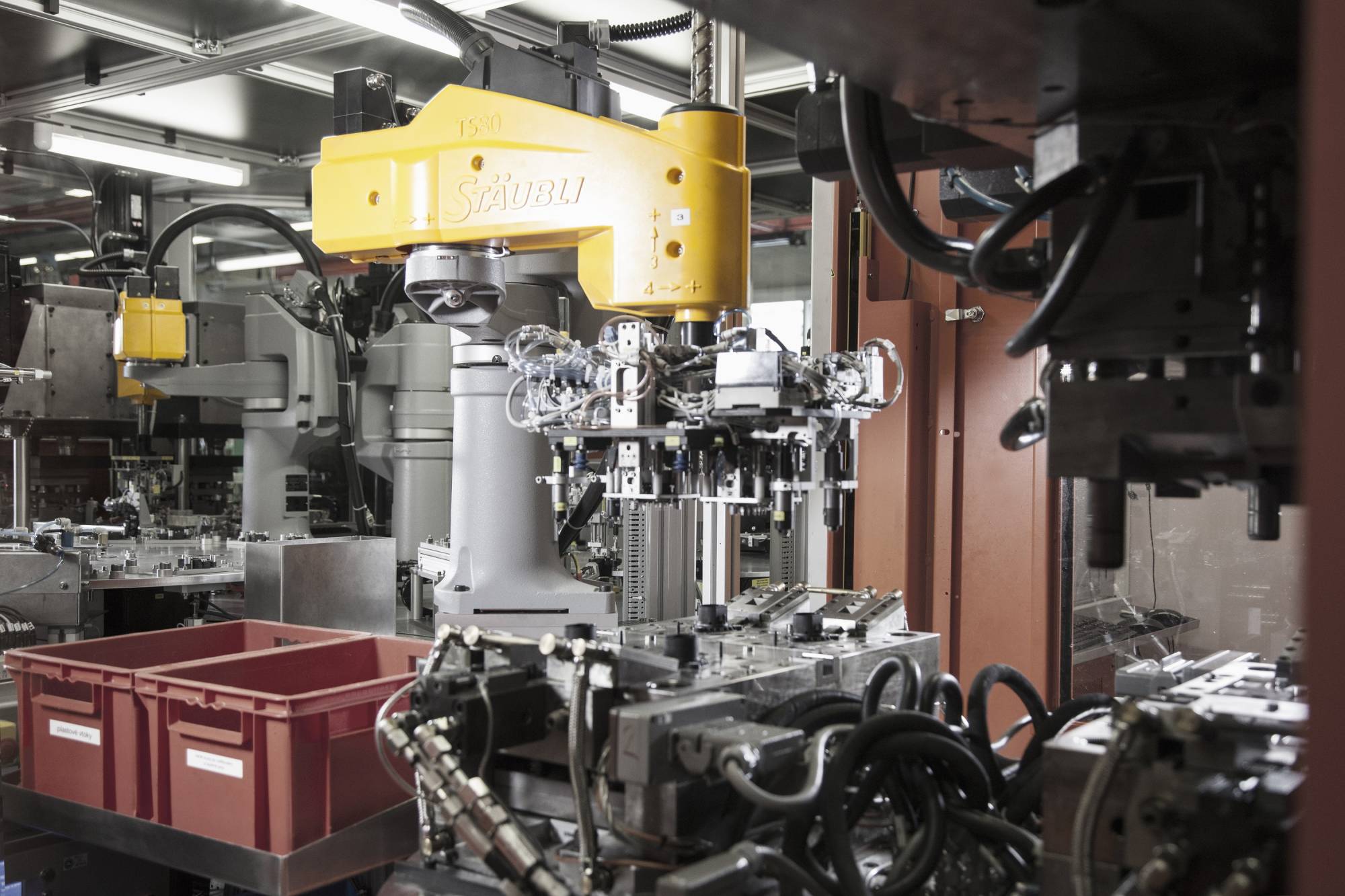
Vier SCARA-Roboter von Stäubli übernehmen das komplette Handling von Einlege- und Fertigteilen: Von der Metallbearbeitung über den Spritzguss und die Qualitätskontrolle bis zum Austakten.
Shortcut
Aufgabenstellung: Handling von Einlege- und Fertigteilen in einer Fertigungszelle, in der gestanzt, spritzgegossen und montiert wird.
Lösung: Vier Stäubli-SCARAs vom Typ TS60.
Vorteile: Kurze Taktzeiten, hohe Verfügbarkeit und große Präzision in allen Achsen.
Kupferband in Rollen und Kunststoffgranulat sind das Ausgangsmaterial. Endprodukt ist das filigrane Gehäuse eines Ölstandsensors für Pkw. Produziert wird dieses anschlussfertige Gehäuse vollautomatisch in einer extrem kompakten Fertigungszelle, in der eine Kunststoff-Spritzgießanlage mit drei Servo-Exzenterpressen, einem Rundtisch und vier SCARA-Robotern mit komplexen Greifwerkzeugen integriert sind.
Die Herausforderungen, die Engel als Lieferant dieser Turnkey-Anlage und der österreichische Automatisierungsspezialist MKE bei der Projektierung zu bewältigen hatten, liegen im Detail. Denn das Gehäuse ist extrem dünnwandig und ins Spritzgießwerkzeug müssen zwölf Pins in fünf verschiedenen Ausführungen eingelegt werden, die nach unten aus dem Bauteil ragen und sich sowohl in ihrer Beschichtung als auch in ihrer Form unterscheiden. Drei Pins werden in den seitlichen Konnektor umgelenkt und müssen dafür vierfach gebogen und freigeschnitten werden. Hinzu kommen drei Buchsen für die mechanische Fixierung an der Ölwanne.
Die Produktion des anspruchsvollen Kunststoffgehäuses übernimmt eine Spritzgießanlage von Typ Engel insert 650V/130 rotary, die direkt in die Zelle integriert ist. Das Werkzeug wurde im Auftrag von Engel bei IKO Werkzeug- und Formenbau gebaut. Vier Servo-Exzenterpressen, die ebenfalls mit der Zelle verbunden sind, stanzen und biegen die Pins aus Rollenmaterial im Gleichtakt mit der Spritzgießanlage. Vorbereitung und Zuführung der Einlegeteile werden über einen zentralen Rundtisch getaktet. Nach dem Spritzgießprozess landen die fertigen Gehäuse auf einem weiteren Drehtisch, der mit fünf Prüfstationen und einem Data-Matrix-Drucker zur Teilekennzeichnung ausgestattet ist.
Der Drehteller reduziert die Zykluszeit und taktet den Prozess. Das 4-fach-Werkzeug wird während des Spritzgießprozesses außerhalb der Schließeinheit bestückt.
Arbeitsteilung: Drei Roboter am Rundtisch
MKE nutzt bei vielen Automatisierungsprojekten Roboter von Stäubli. In diesem Fall kommen vier SCARAs vom Typ TS60 zum Einsatz. Sie sind in der Automobilzulieferindustrie weit verbreitet, weil sie sich durch kurze Taktzeiten, hohe Verfügbarkeit und große Präzision in allen Achsen auszeichnen.
Da es sich um ein Vierfachwerkzeug handelt, das mit Einlegeteilen bestückt wird, müssen die drei Roboter, die am Rundtisch installiert sind, pro Spritzgießzyklus 60 Metallinserts handhaben. Dabei bedienen sie sich direkt von den Bändern der Stanz- und Biegeeinheit, „sammeln“ die einzelnen Kontakte dort ein und legen sie in die Aufnahmen am Rundschalttisch ein. Pro Kavität werden die benötigten 15 Einlegeteile pro Gehäuse so vorsortiert, dass der komplexe Greifer sie auf einmal greifen und in den Formnestern platzieren kann. Vor der Platzierung prüft das Kamerasystem den Pin-Satz auf Vollständigkeit, so dass im Fehlerfall kein Ausschuss produziert wird.
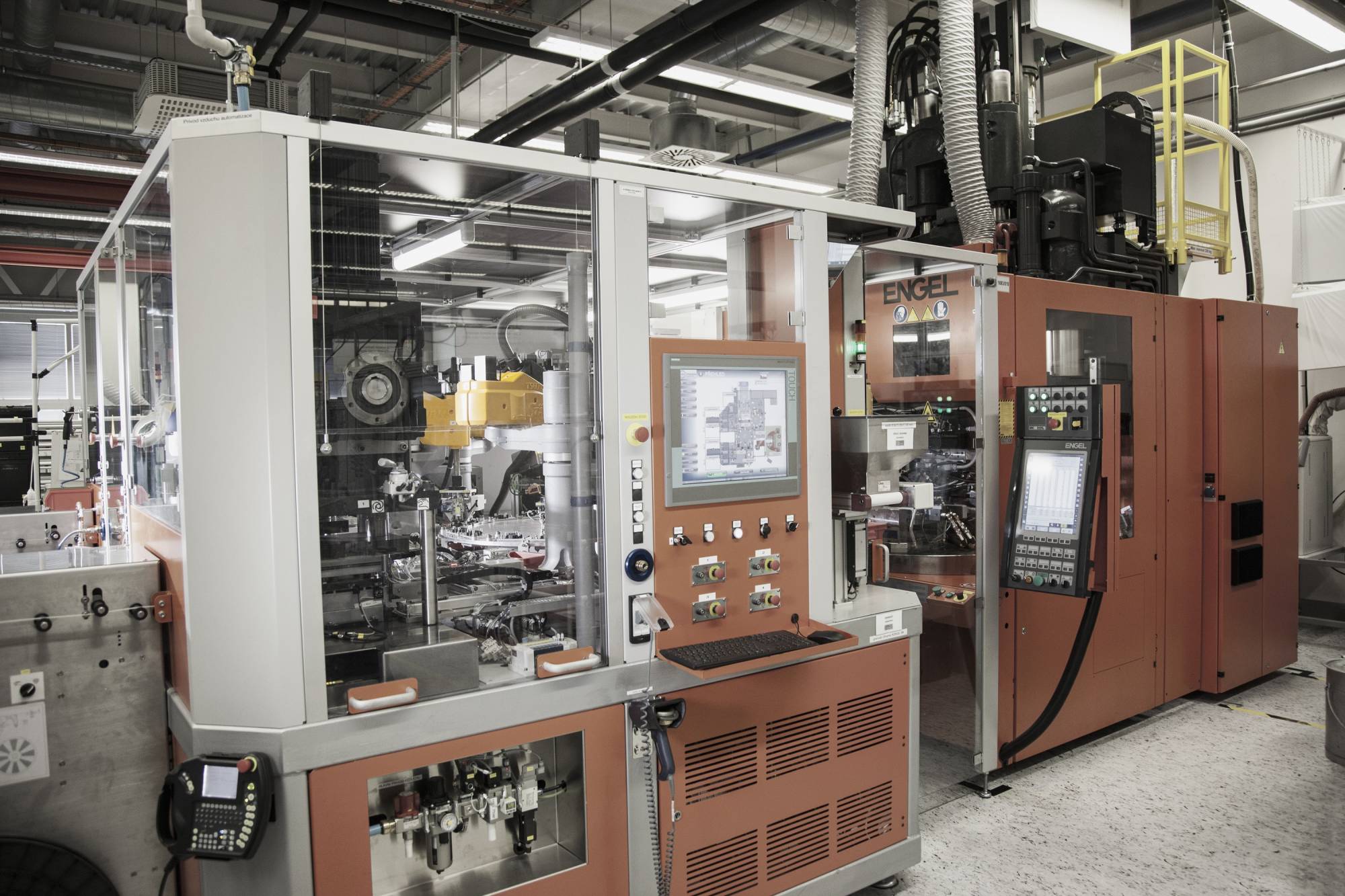
Spritzguss, Metallbearbeitung, Qualitätssicherung und Automatisierung wurden auf sehr kompakter Fläche integriert. (Fotos Engel Austria)
Handlingroboter mit komplexem Leichtbau-Werkzeug
Der vierte Stäubli TS60 übernimmt in extrem kurzer Taktzeit das Einlegen und das Entnehmen der fertigen Gehäuse aus der Kavität. Um vier Gehäuse gleichzeitig entnehmen zu können und dabei noch den Anguss zu entfernen, ist er mit einem komplexen Greifer ausgestattet, der nach den Prinzipien des Leichtbaus unter Verwendung von CFK-Platten konstruiert und gebaut wurde: Das schafft eine wichtige Voraussetzung für schnelles und präzises Greifen.
Dabei musste MKE berücksichtigen, dass bei jedem Takt, das heißt alle 36 Sekunden, eine hoch präzise Greifoperation mit sehr kleinen und unterschiedlich geformten Einlegeteilen durchzuführen ist – eine Aufgabe, auf die Stäubli Roboter der TS-Serie dank ihrer Geschwindigkeit und Präzision bestens vorbereitet sind. Die Bestückung findet parallel zum Spritzguss auf der jeweils außerhalb der Schließeinheit liegenden Werkzeugunterseite statt. Ebenfalls parallel erfolgen die umfangreiche, vollautomatisierte Qualitätskontrolle und Laserbeschriftung.
Automobilzulieferer legen ihre Anlagen für den gesamten Lebenszyklus eines Kfz-Bauteils aus. In dieser Zeit müssen die meist hoch automatisierten Fertigungsanlagen mit sehr hoher Verfügbarkeit produzieren – meist im 24/7-Betrieb. Auch diese Anforderung erfüllt die von Engel als Turnkey-Anbieter gelieferte Anlage bestens. Sie ist bereits seit Ende 2013 in Betrieb und produziert hocheffizient mit höchster Prozessstabilität und reproduzierbarer Qualität: Die Toleranzen liegen stabil zwischen 0,05 und 0,1 mm.
Teilen: · · Zur Merkliste