anwenderreportage
Masterpiece für Mexiko
Die Montage von fünf Millionen Hochvolt-Steckern jährlich für Elektro- und Hybridfahrzeuge stellt hohe Ansprüche an die Automation. Insbesondere dann, wenn täglich variantenbedingte Umrüstungen auf dem Programm stehen. Eine wegweisende Anlage mit 6 Stäubli-Robotern, 13 Bildverarbeitungssystemen und konsequenter Inline-Qualitätskontrolle sorgt für eine hochflexible Produktion.

Auf der klar strukturierten Montageanlage sollen jährlich fünf Millionen Hochvolt-Stecker montiert werden.
Shortcut
Anforderung:
Planung und Realisierung einer Montageanlage und Prüflinie für Hochvolt-Steckverbinder inklusive deren abschließenden Verpackung in Trays.
Lösung:
Sechs Stäubli.Sechsachsroboter TX2-60L.
Nutzen:
Sehr kompakte Roboterbauweise bei verlängerter Reichweite von 920 mm, dadurch geringer Anlagen-Platzbedarf. Dynamische und hochpräzise Roboter-Greiffähigkeit mit kurzen Taktzeiten von 2,7 Sekunden pro Stecker. Kurze Umrüstzeiten innerhalb zehn Minuten.
Die Elektromobilität ist in aller Munde und allmählich kommt der Markt für Fahrzeuge mit Elektroantrieb weltweit in Fahrt. Das beflügelt seit geraumer Zeit auch die Nachfragen nach Montagelösungen für E-Komponenten bei den Sondermaschinenbauern wie z. B. der Eberhard AG. So wandte sich ein internationaler Automobilzulieferer mit einem anspruchsvollen Projekt an das schwäbische Unternehmen mit Sitz in Schlierbach.
Konkret ging es um Planung und Realisierung einer Montageanlage für Hochvolt-Steckverbinder. Die Anlage sollte aber nicht nur die eigentliche Montage, sondern auch die optische Prüfung aller Montageschritte sowie die Dichtheitsprüfung jedes Steckers und abschließend die Verpackung der fertigen Hochvoltstecker in Trays übernehmen.
„Zu den Besonderheiten bei dem Projekt zählten die geforderte Stückzahl von 5.000.0000 Einheiten jährlich, eine kurze Taktzeit von maximal drei Sekunden pro Stecker sowie eine zukunftssichere Auslegung der Anlage für eine Vielzahl möglicher Steckervarianten. Unter diesen Vorgaben war schnell klar: Die Lösung konnten nur Roboter, Bildverarbeitungssystem und hochflexible Zuführeinheiten bringen“, so Abdullah Kotan, Teamleiter Projektierung und Applikation bei Eberhard.
Da Eberhard – 1964 gegründet und heute 320 Mann stark – über einschlägige Erfahrung verfügt und maßgeschneiderte Automations- und Montagelösungen im Bereich der Leiterplattenbestückung und Steckverbinderfertigung zu den Kernkompetenzen zählen, war man fest davon überzeugt, das Projekt zusammen mit den richtigen Partnern erfolgreich umsetzen zu können. Und tatsächlich ist den Konstrukteuren mit der kürzlich realisierten Anlage der große Wurf gelungen, wie sich beim Vor-Ort-Besuch bei der Inbetriebnahme der Anlage zeigte, die letztendlich in Mexiko zum Einsatz kommen wird.

Insgesamt sechs hängend montierte Stäubli-Sechsachser arbeiten an der Montage- und Prüflinie.
Abdullah Kotan
Teamleiter Projektierung und Applikation bei Eberhard
„Bei dem Projekt zählten die geforderte Stückzahl von 5.000.0000 Einheiten jährlich, eine kurze Taktzeit von maximal drei Sekunden pro Stecker sowie eine zukunftssichere Auslegung der Anlage für eine Vielzahl möglicher Steckervarianten. Die Lösung konnten nur Roboter, Bildverarbeitungssystem und hochflexible Zuführeinheiten bringen.“
Meisterstück der Automation in kompakter Ausführung
Beim ersten Blick auf die Anlage drängt sich eine Frage auf: Wie haben es die Konstrukteure geschafft, eine 13 Stationen umfassende Montageanlage mit sechs Robotern und 13 Visionsystemen auf derart kompaktem Bauraum zu realisieren? Bereits der zweite Blick in die Anlage liefert die Antwort: Hier wurde kein Zentimeter Platz verschenkt, dennoch ist die Zugänglichkeit zu nahezu allen Stationen vorbildlich gelöst. Insbesondere der Kniff, die sechs Sechsachsroboter über den Stationen hängend anzuordnen, trägt maßgeblich zur Raumeffizienz bei.
Bei allen sechs Robotern handelt es sich um die schnellen und hochpräzisen Stäubli-Sechsachser vom Typ TX2-60L, also die Variante mit verlängerter Reichweite. Sie können bei einer Wiederholgenauigkeit von +/- 0,03 mm beachtliche 920 mm weit greifen und bringen ihre volle Performance natürlich auch in hängender Anordnung.
„Wir haben die Roboter aber nicht nur wegen ihrer Dynamik ausgewählt, sondern eben auch aufgrund ihrer kompakten Bauweise, ihrer Schnittstellen zu den Feedern und Kameras und nicht zu vergessen wegen ihrer sprichwörtlichen Zuverlässigkeit. Wir müssen unserem Kunden eine Gesamtanlagenverfügbarkeit größer 95 Prozent garantieren und können deshalb nur erstklassige Komponenten einsetzen“, betont Abdullah Kotan.
Vier der sechs Roboter sind mit Kamerasystemen ausgestattet, um Teile von Zuführsystemen, die basierend auf Vibrationsplattformen ausgeführt sind, abgreifen zu können. Die Eberhard-Konstrukteure setzen bevorzugt auf diese hochflexiblen Zuführsysteme. So stellen sie sicher, dass beim Wechsel von einer Variante auf eine andere kaum mechanische Umstellungen erforderlich sind. Kommt eine weitere Variante hinzu, reicht zumeist das Einlernen über die Bildverarbeitung.
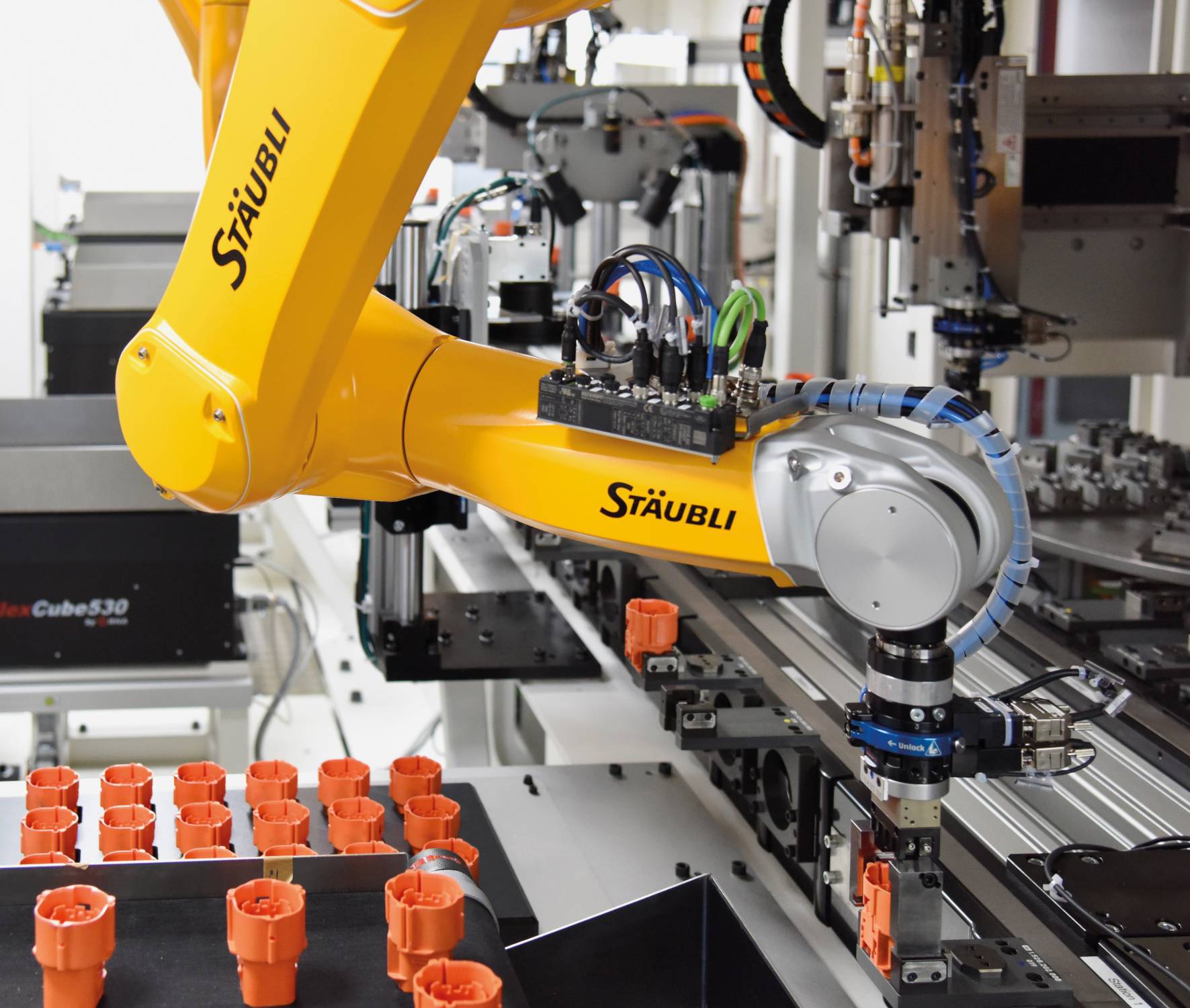
Der erste der sechs verbauten TX2-60L beim Einlegen eines Steckergehäuses in den Werkstückträger.
Montieren und Prüfen im Gleichtakt
Die Montage der Stecker folgt einem klaren Konzept: Jedem Arbeitsschritt nachgelagert ist eine Qualitätsprüfung. Beispiel Station 1: Hier entnimmt der erste TX2-60L mit Conveyor Tracking ein Steckergehäuse von einem konstant laufenden Zuführband und legt es in einen Werkstückträger ein, in dem es alle Stationen der Anlage durchläuft. In Station 2 erfolgt umgehend eine optische Qualitätskontrolle, bei der Codierung und Farbe geprüft werden.
Das gleiche Prinzip an den nächsten beiden Stationen: Hier holt sich der zweite Stäubli-Sechsachser mit den Positionsdaten eines Visionsystems eine Steckerverriegelung an einer Vibrationsplattform ab und montiert sie am Steckergehäuse. Und auch hier setzt Eberhard auf eine sofort anschließende QS, bei der die Kriterien Beschädigung und Montageposition im Fokus der Bildverarbeitung liegen.
Nach diesem Prinzip durchläuft das Steckergehäuse alle weiteren Stationen bis zu seiner Fertigstellung. Bis es die Anlage verlässt, stehen noch drei weitere Montageschritte an, bei denen die ultraschnellen Stäubli-Sechsachser eine Dichtung, einen Rahmen sowie das komplette Steckerinnenteil montieren. Nachgelagert ist wie immer nach jeder Station eine Inline-Qualitätskontrolle.
Bevor der letzte der sechs Stäubli-Roboter den komplett montierten Hochvolt-Stecker an das Palettiersystem PTS 64, eine Eigenentwicklung von Eberhard, zur Verpackung übergibt, steht noch eine Dichtheitsprüfung an. Um hier die Taktzeit halten zu können, setzt Eberhard auf einen Rundschalttisch mit vier Stationen und vierfach ausgeführter Prüfaufnahme. Dank dieser Lösung wird die Prüfung nicht zum Flaschenhals.

Hier holt sich der zweite Stäubli Sechsachser eine Steckerverriegelung an einer Vibrationsplattform ab und montiert sie am Steckergehäuse.
Infos zum Anwender
Mit über 50 Jahren Erfahrung ist die Eberhard AG einer der weltweit führenden Hersteller hochwertiger und hochpräziser Automations- und Montagesysteme. Ihre Systemlösungen sind maßgeschneidert und kommen in verschiedenen Industriebereichen zum Einsatz: Automotive & Transportation, Tele- & Datenkommunikation, Consumer Electronics, Industrieautomatisierung sowie Medizintechnik.
Zu den Kernkompetenzen der Eberhard AG zählen alle gängigen Prozesse der Montagetechnik, Bestücken und Biegen von Kontakten, Prüfen und Verpacken sowie Handling der Produkte gemäß der Kundenanforderungen. Kunden auf der ganzen Welt schätzen die Modularität, Skalierbarkeit und Konfigurierbarkeit von Eberhard-Maschinen.
Umrüstung innerhalb vonzehn Minuten
Im ersten Schritt laufen nur drei Varianten über die Anlage, aber bereits heute steht fest, dass sich die Variantenanzahl in kurzer Zeit signifikant steigern wird. Dank der hochflexiblen Auslegung der Anlage kann der Anwender dieser Entwicklung gelassen ins Auge sehen.
Auch wenn zunächst nur drei Varianten produziert werden, steht eine Umrüstung doch ein bis zwei Mal täglich auf dem Programm. „Unser Kunde fährt kleinere Losgrößen und deshalb muss die Umrüstung innerhalb kürzester Zeit abgeschlossen sein. Vom letzten Teil des laufenden Produktes bis zum ersten Teil des neuen Produktes gelingt der Wechsel innerhalb von zehn Minuten“, erklärt Abdullah Kotan.
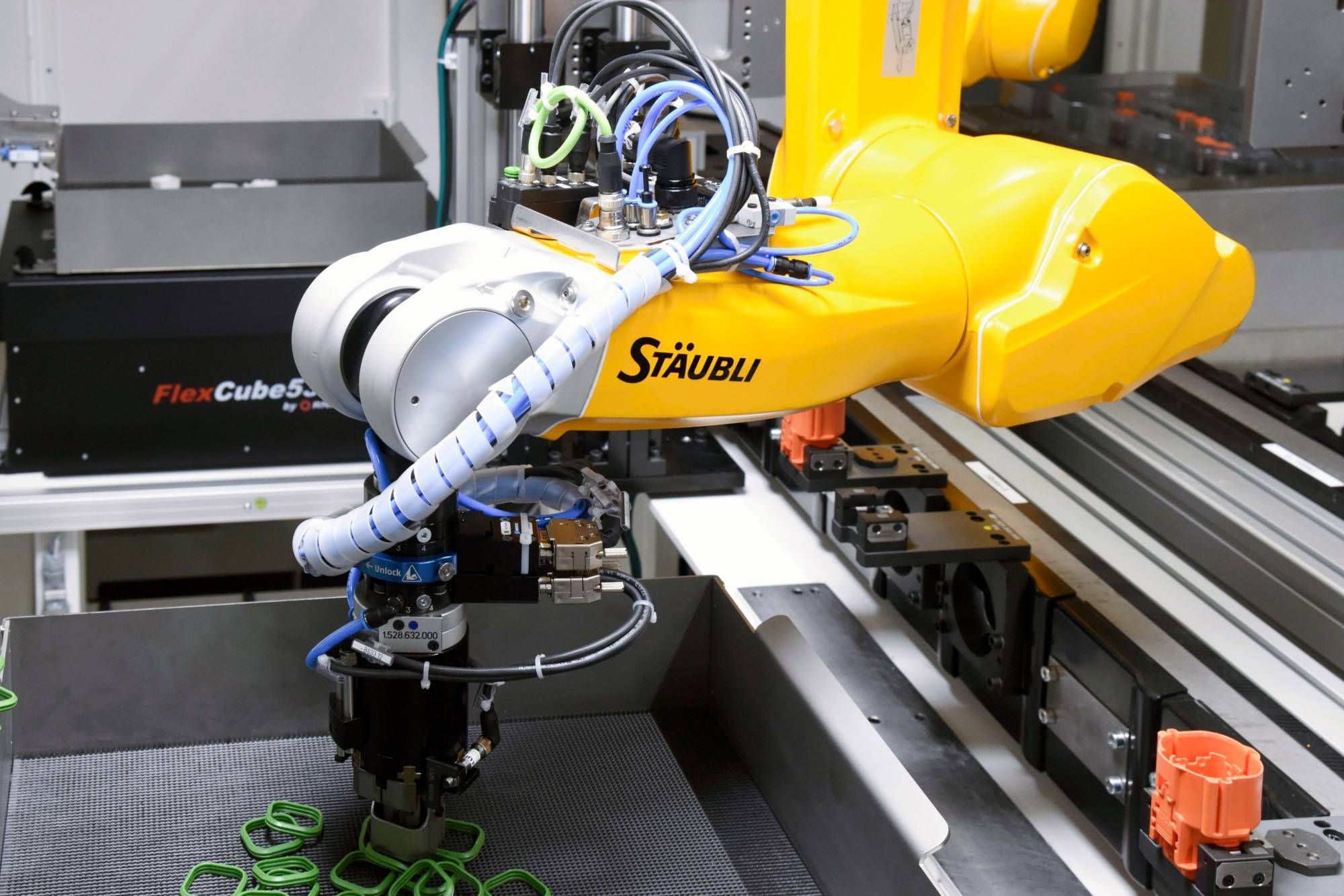
Auch schwierigere Arbeiten wie das Abholen und Montieren biegeschlaffer Dichtungen erledigt der Sechsachser mit gewohnter Präzision und Zuverlässigkeit.
Taktzeitvorgaben übertroffen
Bereits bei der Vorinbetriebnahme der Anlage konnte die geforderte Taktzeit von drei Sekunden sogar noch unterschritten werden. Derzeit liegt die Taktzeit der Anlage bei rund 2,7 Sekunden pro Hochvolt-Stecker, was exakt der vorherigen Simulation entspricht, die in enger Zusammenarbeit mit Stäubli Robotics erfolgte. Dass sich das Ergebnis der Simulation hundertprozentig mit der Realität deckt, unterstreicht, wie exakt sich Prozesse – die richtigen Tools vorausgesetzt – heute simulieren lassen.
„Wir sind uns sicher, die Anlage im konkreten Einsatz beim Kunden in Mexiko noch weiter in kleinen Details optimieren zu können, sodass wir das Ergebnis vielleicht im Rahmen weniger Prozentpunkte werden verbessern können. Sollte es uns gelingen, die Taktzeit um 12 bis 14 Prozent zu reduzieren, ist das natürlich bei einer Jahresproduktion von fünf Millionen Steckern ein beachtliches Ergebnis“, so Abdullah Kotan abschließend.
Teilen: · · Zur Merkliste