anwenderreportage
Starker Strom, starke Lösung
Wenn der Strom nicht fließt, droht Stillstand – für PC Electric ein Fremdwort. Denn bei der Produktion von CEE-Steckern und Stromverteilern setzt das oberösterreichische Unternehmen auf hohe Zuverlässigkeit, modernste Technik und hohes Tempo. Pneumatischer Taktgeber ist Festo.
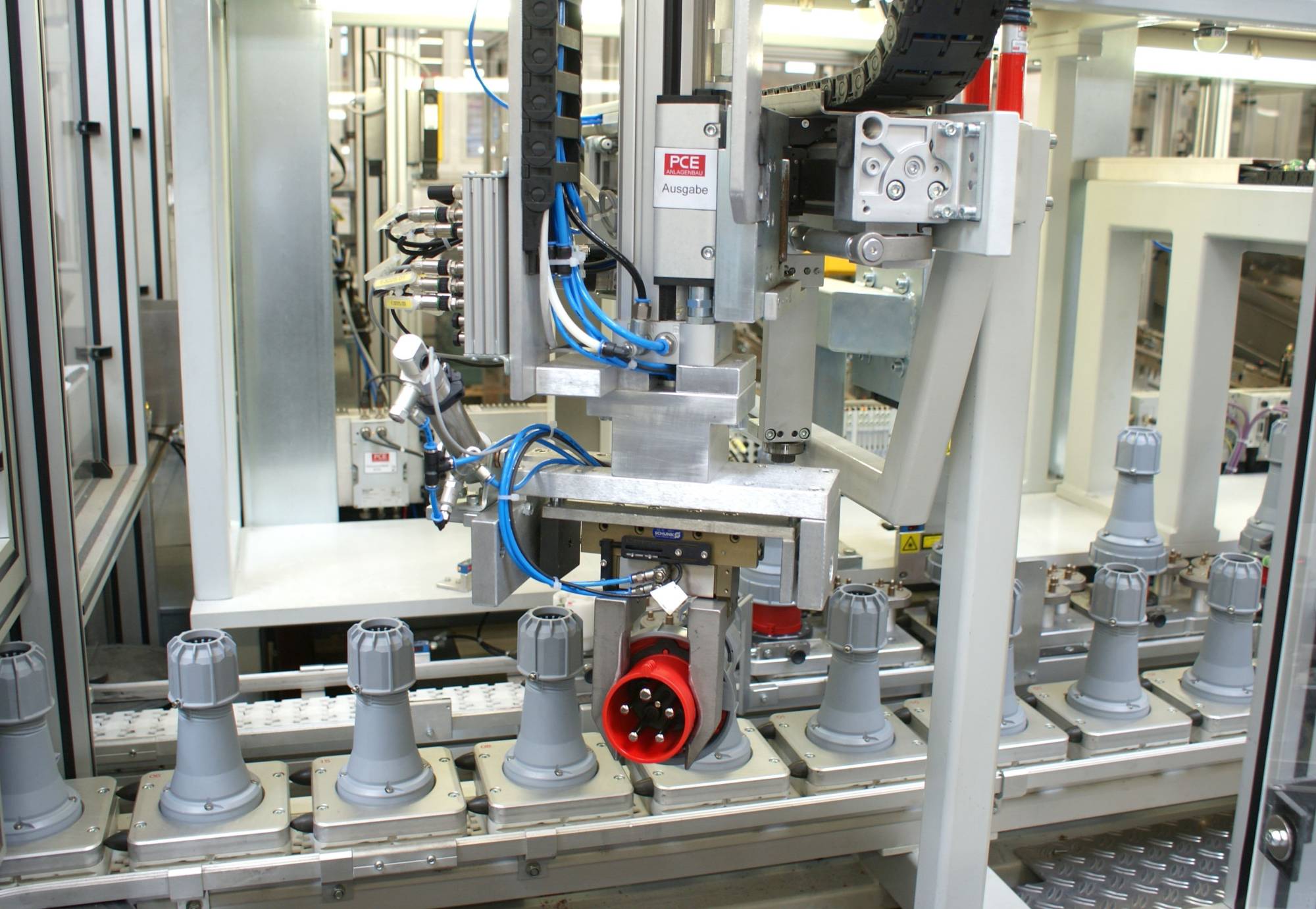
Handling im Ausgabebereich: DGC Achsen verfahren in X- und Z-Richtung – ein DSNU Rundzylinder dreht den Stecker um 90 Grad. Die Signale werden über eine CPI Eingangsmodul an CPX übermittelt.

Robert Gramberger
Konstrukteur bei PCE Electric GmbH
„Unser ganzes System baut auf Festo auf. Und unsere gemeinsame jahrelange Erfahrung hat gezeigt, dass es gut funktioniert.“
Ob in der Industrie, auf Baustellen, beim Campen oder im Zirkus – so vielfältig das Einsatzgebiet von CEE-Verteilern ist, so vielfältig sind auch deren Ausführungen. Von dreipoligen bis fünfpoligen Steckern. Von 16 bis 125 Ampere. Von grün bis blau. Um den steigenden Anforderungen gerecht zu werden, stehen die Hersteller zunehmend unter „Strom“ – und bauen deshalb für die Zukunft vor. Mit durchdachten Automationslösungen. So auch bei PC Electric. Das oberösterreichische Unternehmen produziert CEE-Steckvorrichtungen und Stromverteiler aller Art. Mit Technik und Tempo – und Pneumatik von Festo.

Einzelteile und zusammengestellter 5poliger 63A CEE-Stecker.
Infos zum Anwender
Die PC Electric GmbH wurde 1973 in St. Martin im Innkreis in Oberösterreich gegründet. Heute entwickeln, produzieren und vertreiben mehr als 500 Mitarbeiter an den Standorten in Österreich, Deutschland, Polen und Sri Lanka, absolut hochwertige Industriesteckvorrichtungen, Elektroverteiler, Baustromverteiler, Prüfgeräte, Schaltschränke und Schalter inklusive Produktentwicklug und Werkzeugbau.
Stromexperten mit Maschinenbau-Wissen
Ob Wandverteiler oder Motorschutzstecker, rund 22.000 Artikel umfasst das vielfältige Sortiment der PC Electric GesmbH, die 1973 in St. Martin im Innkreis (Oberösterreich) gegründet wurde und in Österreich, Deutschland, Polen und Sri Lanka rund 500 Mitarbeiter beschäftigt. Ein Teil davon zeichnete für die neueste Montageanlage für VISA-Stecksysteme verantwortlich – eine Maschine, die von PCE selbst entwickelt, konstruiert und gebaut wurde. Mit Unterstützung der Automatisierungsexperten von Festo.

Die Montageanlage für die VISA-Stecksysteme wurde von PC Electric (PCE) selbst entwickelt, konstruiert und gebaut.
Große Vielfalt, große Herausforderung
Eine Anlage, viele Bauteile und verschiedenste Prozessabläufe – all das unter ein automatisiertes Dach zu bringen, war die größte Herausforderung bei der Konstruktion. „Unsere Anlage fertigt nicht nur drei-, vier- und fünfpolige CEE-Steckvorrichtungen für 63 Ampere, sondern auch Kupplungen und Wanddosen in verschiedensten Ausführungen. Nicht zu vergessen die unterschiedlichen Farben, mit denen wir auf 40 bis 50 Varianten kommen“, sagt Robert Gramberger, Konstrukteur bei PCE, und verweist auf die komplexe Planung der Anlage: „Wie bringe ich das Ganze in die richtige Reihenfolge? Und wie lässt sich das Ganze möglichst einfach und effizient abbilden? Das waren die zentrale Fragen.“ Gut, dass mit Festo ein Automationspartner mit langjähriger Erfahrung und breiter Produktpalette bereit stand. Bewegungsabläufe aller Art ließen sich somit optimal lösen.

Das Projektteam von PC Electric – Mario Zeilberger, Leopold Schwarzmayr, Robert Gramberger und Manfred Weilhartner – mit Christoph Gratzer, Festo Fachberater.
Aus Teilen werden Stecker
Wie ein Stromstecker zusammengesteckt wird – der Prozess Schritt für Schritt: Bis zu fünf Kunststoffteile werden zu Beginn händisch auf einen Werkzeugträger gelegt. Vollautomatisch wird dieser danach von Station zu Station transportiert. Bei jeder wird der Werkzeugträger mittels ADN-Zylinder gestoppt, vom Band gehoben und zentriert. Beispielsweise, um die Bauteile mit Kontaktstiften zu bestücken. Ein Fall für mehrere Roboter: SLS-Zylinder sorgen für die Vereinzelung der Bauteile, ehe sie von einem Roboter abgeholt werden, der die Kontakte schließlich einpresst.
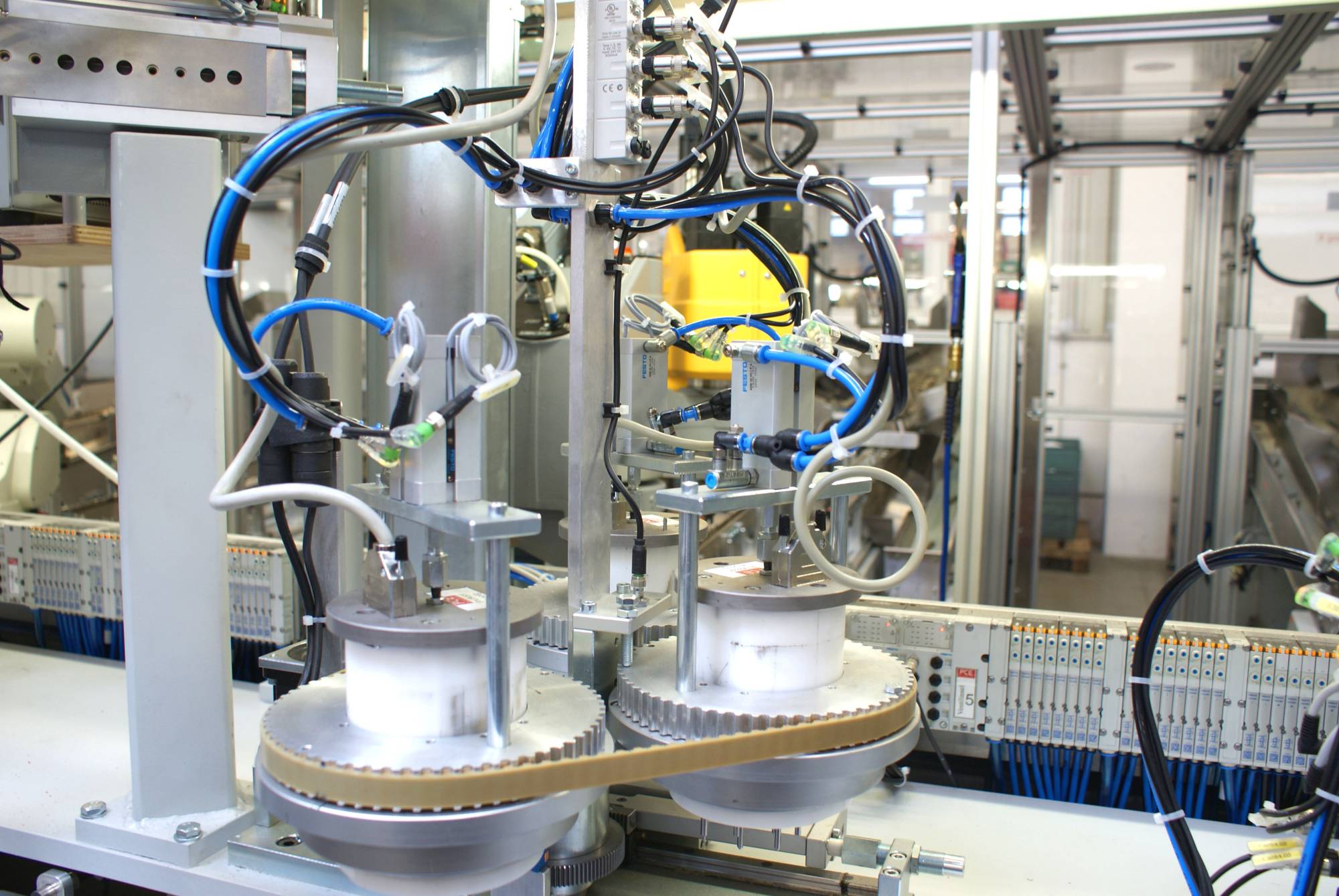
Prüfung der Vollständigkeit der Baugruppe im montierten Zustand vor dem Aufsetzen des Anschlussgehäuses.
Rauf, runter, vor und zurück
Qualitätssicherung wird bei PCE großgeschrieben. Deshalb wird im Anschluss mit Hilfe eines Prüfkopfes kontrolliert, ob die Baugruppe im montierten Zustand vollständig ist. Hierbei kommen ein ADNM-Mehrstellungszylinder, mehrere ADN-Zylinder und ein CPI-Eingangsmodul von Festo zum Einsatz. Auch bei der anschließenden Laserbeschriftung wird ein DGSL-Zylinder eingesetzt. Schutzhaube runter, Schutzhaube rauf – und weiter geht’s: DGC-Achsen transportieren in Folge das Anschlussgehäuse von der Zuführung zum Stecker. Das Anschlussgehäuse wird abgesetzt und vollautomatisch verschraubt. Auch die Ausgabe des fertigen Steckers wurde pneumatisch gelöst: Wieder kommen die vielseitigen DGC-Achsen, die in X- und Z-Richtung verfahren, ins Spiel. Der Stecker wird aufgenommen, von einem DSNU Rundzylinder um 90 Grad gedreht und in einer Box abgelegt. Fertig ist der Prozess, fertig ist der steckbereite Stecker.

Insgesamt fünf Ventilinsel-Kombinationen vom Typ CPX/MPA steuern die gesamte Pneumatik der Anlage an. Die digitalen Signale der Sensoren werden über CPX an die Steuerung gemeldet.

Mehrere Wartungseinheiten vom Typ MSB6 sorgen für eine optimale Druckluftversorgung.
Jahrelange Erfolgspartnerschaft
Gesteuert wird die gesamte Pneumatik der Anlage von fünf Ventilinsel-Kombinationen des Typs CPX/MPA. „Vor allem die Kompaktheit und Modularität sind ein großes Plus“, sagt Gramberger. Die digitalen Signale der Sensoren werden über CPX an die Steuerung gemeldet. Für eine optimale Druckluftversorgung der Maschine sorgen mehrere Wartungseinheiten des Typs MSB6. Kundenspezifische Produktkonfigurationen, möglichst kurze Lieferzeiten und Termintreue – das sind die Ansprüche, die PCE an seine Partner hat. Ansprüche, die auch Festo hat. Eine Zusammenarbeit sei deshalb die logische Konsequenz, so Gramberger: „Unser ganzes System baut auf Festo auf. Und unsere gemeinsame jahrelange Erfahrung hat gezeigt, dass es gut funktioniert."
Teilen: · · Zur Merkliste