anwenderreportage
Stäubli TX60: Alleskönner auf kleinstem Raum
Robotergestützte Montage von Schraubverbindern: Die vollautomatische Montage und Verpackung unterschiedlichster Schraubverbinder stellte einen Anlagenbauer vor echte Herausforderungen. Die Vorgaben hinsichtlich Flexibilität, Taktzeit und Anlagenverfügbarkeit – all das unter restriktiven Platzverhältnissen – ließen keinen Platz für Durchschnitt. Nur ein besonders innovatives Anlagenkonzept konnte die Lösung bringen.

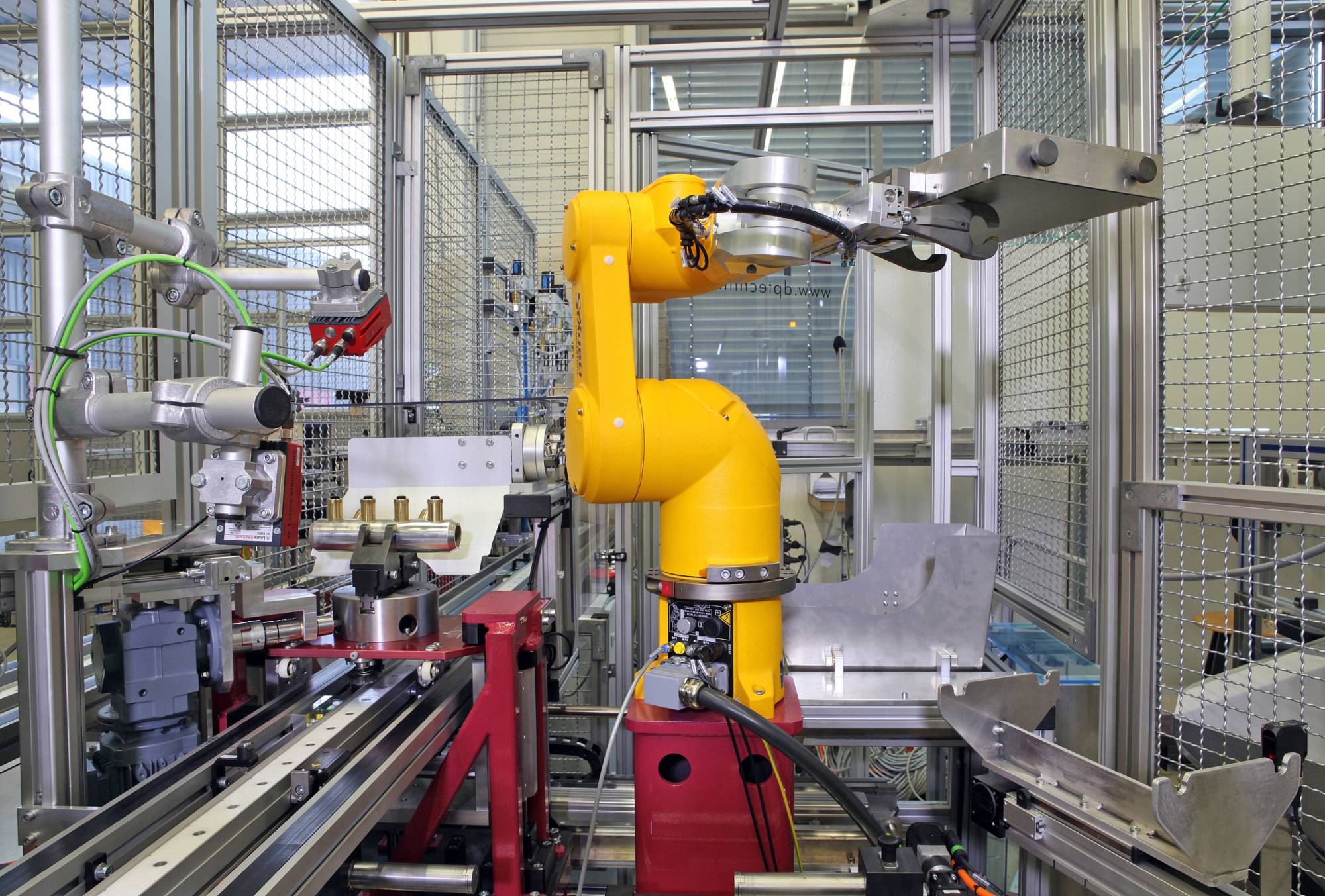
Ein kompakter Stäubli TX60 holt mit seinem Innengreifer einen Grundkörper ab. (Bilder: Stäubli).
Infos zum Anwender
D+P wurde 1986 vom Geschäftsführer des Unternehmens Herbert Faaß am Standort Bopfingen-Trochtelfingen (D) gegründet. Bereits von Beginn an lag der Unternehmensschwerpunkt im Bereich der Dosiertechnik, Prüftechnik und Montagetechnik. In den letzten Jahren verstärkte D+P zusätzlich ihr Engagement im Bereich Sondermaschinenbau. Aktuell halten sich die beiden Schwerpunkte die Waage.
www.dptechnik.de
Dass gerade die Dosier- und Prüftechnik GmbH, kurz D+P, den Zuschlag zum Bau der Anlage erhielt, ist alles andere als Zufall. Das Unternehmen hat sich seit seiner Gründung im Jahr 1986 auf die Bereiche Dosieren, Prüfen und Montieren konzentriert. In den letzten Jahren verstärkte D+P ihr Engagement im Sondermaschinenbau und hat sich mit wegweisenden Automatisierungslösungen einen Namen gemacht.
Bei der automatisierten Montage von Schraubverbindern für Energieverteilsysteme waren exakt die klassischen D+P-Kernkompetenzen gefragt. Prinzipiell geht es darum, in sogenannte Grundkörper Messingeinsätze einzuschrauben. Dabei spielen die Schraubmontage, die exakte Befettung sowie jede Menge Prüftechnik die entscheidende Rolle. Eine maßgeschneiderte Aufgabe für die Nördlinger Spezialisten, die das gesammelte Know-how erforderte, denn der Anwender legte neben maximaler Flexibilität auch Wert auf ein Höchstmaß an Effizienz und Wirtschaftlichkeit.
Tatsächlich entpuppte sich diese Aufgabenstellung als große Herausforderung, wie D+P-Geschäftsführer Tobias Faaß betont: „Zum Einen mussten wir ein Höchstmaß an Flexibilität erreichen, um alle 64 Produktvarianten abdecken zu können – gleichzeitig musste die Anlage sehr platzsparend gehalten werden, da mit 40 m² nur relativ wenig Produktionsfläche zur Verfügung stand. Mit einem durchdachten Konzept und dem Einsatz von vier kompakten Stäubli Robotern konnten wir die Kundenwünsche auf elegante Weise lösen.“
Der Blick auf das Produktspektrum der Schraubverbinder unterstreicht die Herausforderungen für die automatisierte Montage. Die einzelnen Varianten unterscheiden sich erheblich voneinander. Die Abmessungen der Grundkörper reichen von 30 bis 300 mm Länge bei Durchmessern von 20 bis 60 mm. Hinzu kommen unterschiedliche Ausführungen hinsichtlich Form und Bauweise. Nur die eigentliche Montageaufgabe ist in jedem Fall die gleiche: In die Grundkörper sind Messingeinsätze mit exakt definierter Einschraubtiefe einzusetzen.
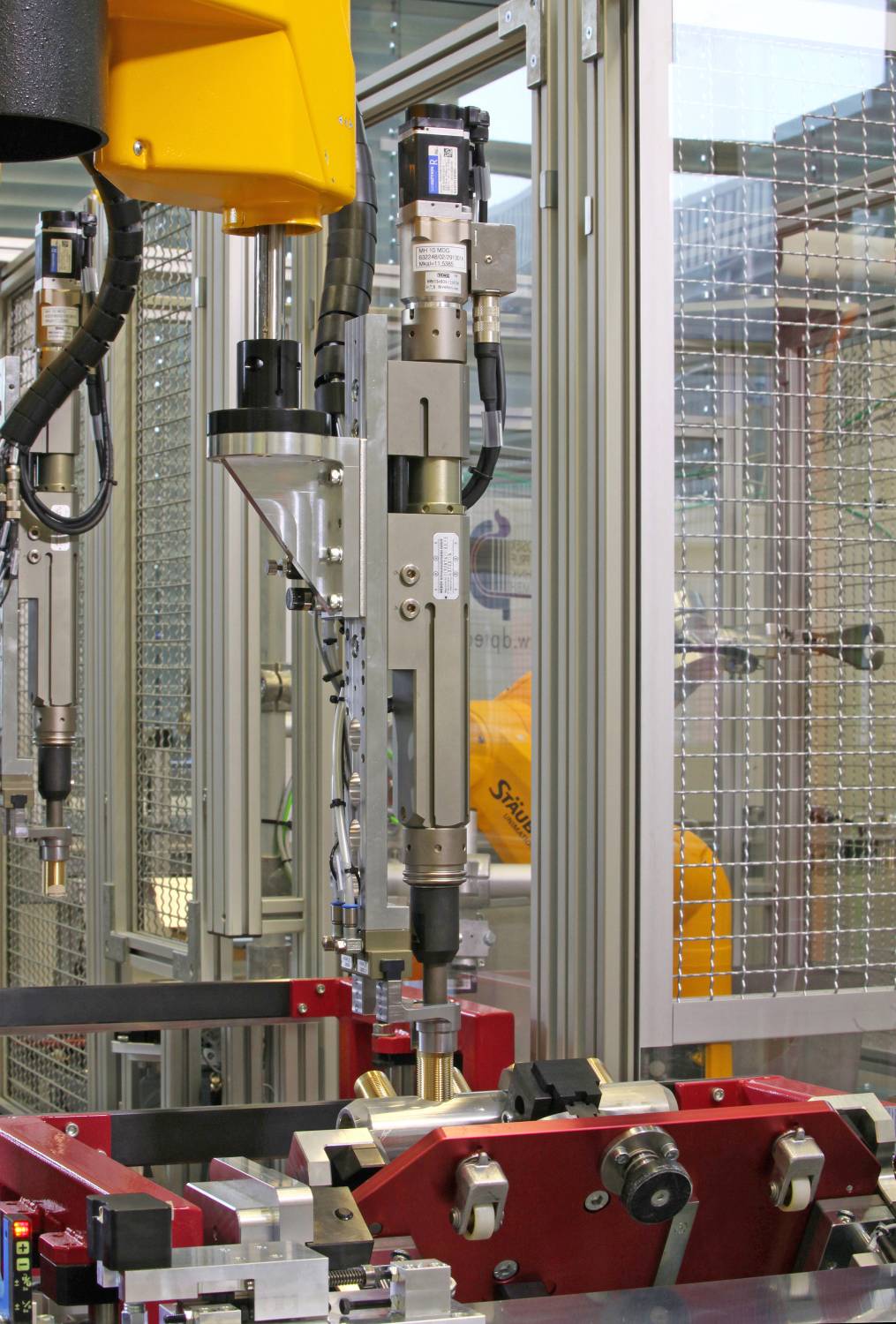
Zwei mit Schraubspindeln ausgerüstete Stäubli Scaras TS60 übernehmen das Einschrauben der Gewindeeinsätze.
Zehn Stationen – vier Roboter
Eine Anlage mit zehn Automatikstationen und vier Stäubli Präzisionsrobotern, darunter zwei Scaras und zwei Sechsachser, übernehmen die anspruchsvolle Aufgabe. Ohne auf jedes Detail eingehen zu wollen, stellt sich der Montageablauf im Groben folgendermaßen dar: Nach dem manuellen Auflegen der Grundkörper kommt bereits der erste Stäubli Sechsachser zum Einsatz. Der TX60 holt mit seinem Innengreifer den Grundkörper ab, fährt damit zu einem Kamerasystem, an dem Typprüfung und Drehwinkeljustage stattfinden. An dieser Station stehen auch noch die Nadelprägung sowie die Tintenstrahlbedruckung auf dem Programm, ehe der Stäubli Sechsachser die so identifizierten und gekennzeichneten Grundkörper an das Werkstückträgersystem übergibt.
An der nächsten Station findet das Einschrauben der Messing-Gewindeeinsätze statt. Dazu holt sich ein Stäubli Scara einen Einsatz an der Zuführstation ab, legt diesen auf einer definierten Richtposition ab, an der eine Feinjustierung der exakten Greifposition erfolgt, fährt anschließend zu einer Befettstation und weiter zur Einschraubposition am Grundkörper. Hier wartet eine anspruchsvolle Aufgabe auf den Stäubli TS60: Der Vierachser muss den Gewindeeinsatz präzise am Grundkörper ablegen und anschließend mit seiner Schraubspindel hochgenau bis zur definierten Einschraubtiefe eindrehen. Die Werkstoffkombination – Grundkörper aus Aluminium, Gewindeeinsatz aus Messing – sowie die Ausführung aller Varianten in Feingewinde tragen nicht eben zur Vereinfachung der Schraubprozesse bei.

Beim Schraubprozess ist absolute Präzision gefordert.
Schraubstationen als Schlüsselkomponenten
„Der Schraubstation kommt eine Schlüsselstellung innerhalb der Anlage zu“, erklärt Faaß. „Deshalb und aus Taktzeitgründen haben wir diese Station identisch ein zweites Mal ausgeführt. Damit erreichen wir einerseits die vorgegebenen Taktzeiten, können aber andererseits im Notfall bei einer Störung an einer der Stationen mit verringertem Output weiterarbeiten. Die Stäubli Scaras erledigen ihren Job hier nicht nur unglaublich schnell, sondern auch mit der geforderten Präzision. Immerhin muss die Einschraubtiefe nahezu auf 0,2 mm genau passen. Die hervorragende Performance der Vierachser ist von entscheidender Bedeutung für Output und Zuverlässigkeit der gesamten Anlage.“
Um auf Nummer sicher zu gehen, durchlaufen alle Grundkörper nach der Montage eine weitere Bildverarbeitungsstation, an der weitere Kameras die Einschraubtiefenkontrolle übernehmen. Im nächsten Schritt passieren die montierten und kontrollierten Grundkörper die letzte Roboterstation. Hier entnimmt ein zweiter TX60 den kompletten Schraubverbinder vom Werkstückträger und fährt zu einer Station, an der die Stirnseiten des Grundkörpers befettet werden.
Dank seiner Dynamik übernimmt der Sechsachser zusätzliche Aufgaben wie die Übergabe von Kleinteilen an die Verpackungseinheit.
Performance der Roboter entscheidend
Wieder sind es die Faktoren Speed und Präzision, die Faaß an den Stäubli Maschinen begeistern: „Der TX60 fährt hochdynamisch die definierte Position an, stoppt abrupt und hält den Grundkörper präzise für die Befettung durch entsprechende Dorne parat. Nachzittern oder kleinste Ungenauigkeiten sind den Stäublis gänzlich fremd – ein Paradebeispiel für Präzisionsmechanik.“ Anschließend übergibt der TX60 die fertigen Schraubverbinder an eine Verpackungsstation.
Dank seiner Dynamik gelingt es dem TX60, eine weitere Aufgabe zu erledigen. Der Sechsachser greift sich auch noch die sogenannte Pillendose, in der sich über Rütteltöpfe zugeführte Kleinteile wie Abdeckkappen, Reduzierhülsen und Bedienungsanleitung befinden, passiert damit eine weitere Bildverarbeitungsstation und übergibt den Inhalt nach erfolgter i.O.-Prüfung ebenfalls an die Verpackungseinheit. Hier werden Schraubverbinder und Kleinteile in zwei unterschiedlichen Schlauchbeuteln verpackt.
„Der Sechsachser an dieser Station wird bis an die Leistungsgrenze sowohl hinsichtlich seiner Reichweite als auch seiner Dynamik gefordert“, räumt Matthias Haschka, Leiter Steuerungstechnik bei D+P ein: „Aber dafür gibt es gute Gründe. Erstens hatten wir kaum Platz für einen größeren Roboter zur Verfügung und zweitens verhält sich ein kleiner, leichterer Roboter eben dynamischer als eine große, schwere Maschine. Und da wir von der sprichwörtlichen Qualität der Stäubli Roboter wissen, konnten wir dem TX60 dieses komplexe und anspruchsvolle Aufgabenspektrum bedenkenlos zumuten.“
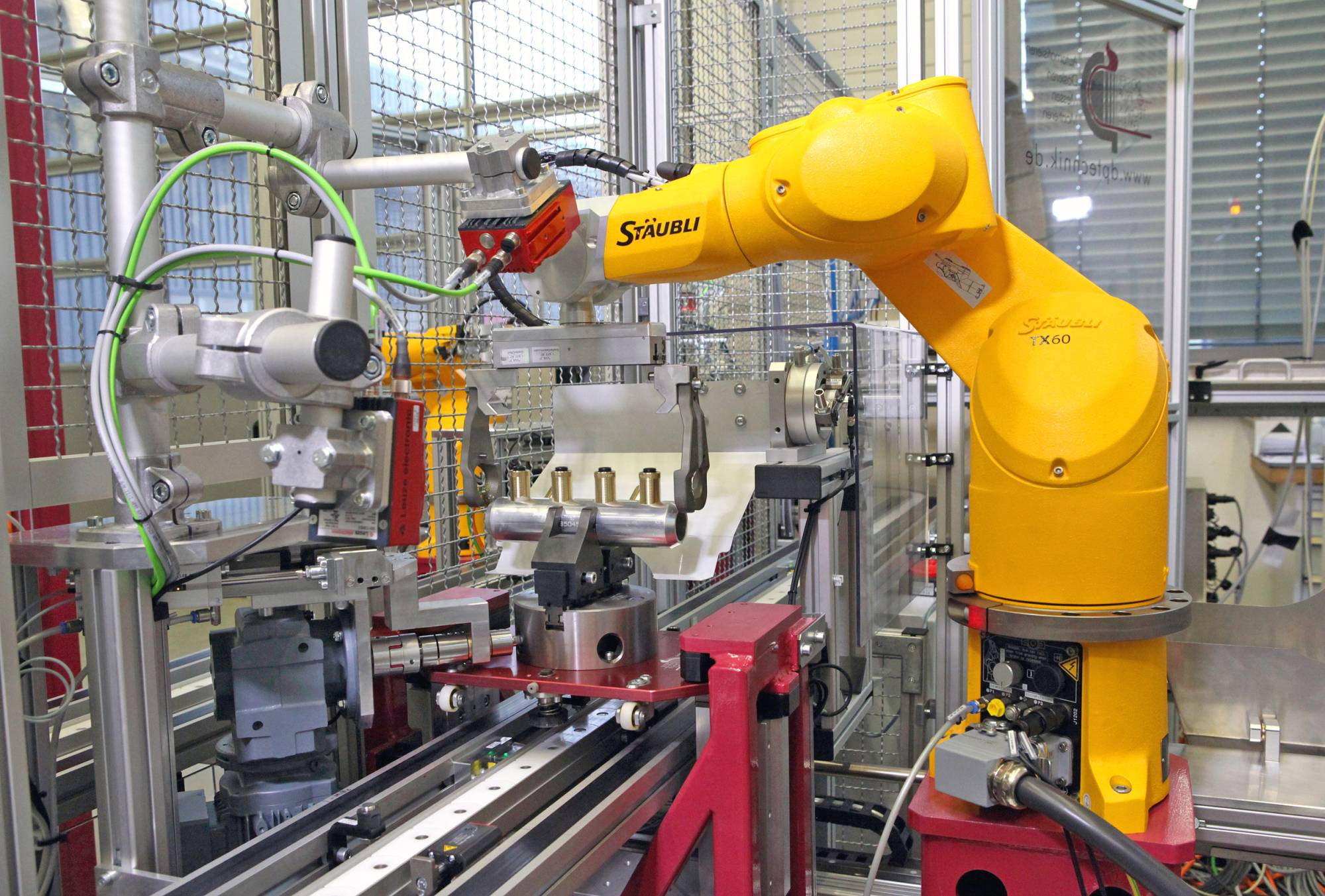
Der Sechsachser an dieser Station wird bis an die Leistungsgrenze sowohl hinsichtlich seiner Reichweite als auch seiner Dynamik gefordert.
Komplett montiert und verpackt in 18 Sekunden
Trotz der Komplexität der Montageanlage mit ihren vielen Abfragen, Sensoren und Bildverarbeitungssystemen, die allesamt dem einen Ziel dienen, Qualität zu produzieren, bleiben alle Vorgaben hinsichtlich Anlagenverfügbarkeit und Taktzeiten erfüllt. Für den kompletten Ablauf in der Anlage vergehen für Montage und Verpackung einer definierten Produktvariante gerade einmal 18 Sekunden.
Zu diesem Erfolg trage der Roboterlieferant ganz wesentlich bei, resümiert Tobias Faaß – nicht nur wegen der Qualität und Performance der Roboter selbst, sondern auch dank der kompetenten Unterstützung in der Projektierungsphase, während der Anlagenrealisierung und später im laufenden Betrieb.
Teilen: · · Zur Merkliste