anwenderreportage
Inbetriebnahme mit Cube67 leichtgemacht
Die Maschinenfabrik Berthold Hermle AG ist einer der Weltmarktführer für Metallbearbeitungszentren. Auf der ganzen Welt wird mit den Anlagen aus Baden-Württemberg produziert. Bei der Elektroinstallation setzt das Unternehmen auf das modulare Feldbus-IO-System von Cube67. Es macht Automatisierungskonzepte schlanker, schneller und damit effektiver. Besonders vorteilhaft ist das Machine Option Management (MOM) des Cube67-Systems zur Anbindung unterschiedlicher Maschinenoptionen, denn Hermle hat damit den Aufwand für die Entwicklung, Pflege und Betreuung von Software um ein Vielfaches reduziert.

Cube67 im Bearbeitungszentrum von Hermle.
Shortcut
(h3)Aufgabenstellung:
Elektroinstallation zur Anbindung unterschiedlicher Maschinenoptionen von Fräsmaschinen.
(h3)Lösung:
Einsatz des modularen Feldbus-IO-Systems Cube67 unter Verwendung des Machine Option Management (MOM) zur Projektierung der Hard- und Software der Bearbeitungszentren.
(h3)Vorteile:
Schlankes, schnelles und effektives Automatisierungskonzept. Entwicklung, Pflege und Betreuung der Software um ein Vielfaches reduziert.
Über 26.000 Hermle-Maschinen sind auf der ganzen Welt erfolgreich installiert. Mit den Bearbeitungszentren von Hermle werden große und komplexe Bauteile ebenso gefertigt wie Kleinstbauteile im Hightech-Bereich. Die Branchen, in denen mit den Bearbeitungszentren aus Baden-Württemberg gefräst wird, sind breit gefächert – von der Medizintechnik über den klassischen Werkzeug- und Formenbau bis zur Luft- und Raumfahrtechnik.
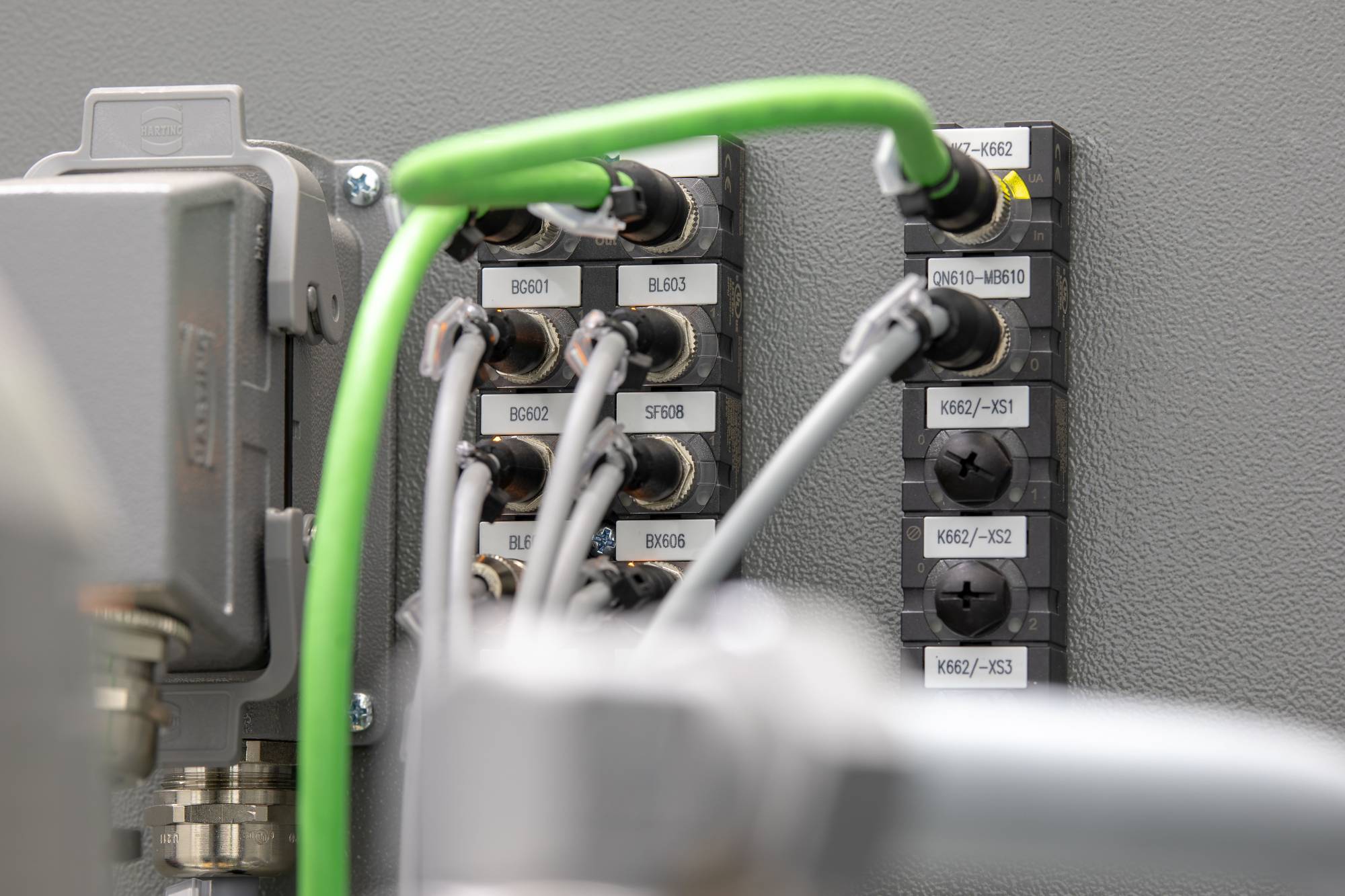
Für die elektrische Installation der Maschinen nutzt Hermle das modulare aufgebaute IO-System Cube67 von Murrelektronik. Die einzelnen Module sind kompakt, robust und vollvergossen. Sie werden direkt an der Maschine montiert, ohne Klemmkästen und Schaltschränke. Ein Busknoten bildet die Verbindung zum übergeordneten Feldbussystem. Zugleich ist er der Ausgangspunkt der Installation, die sich über mehrere Stränge mit großen Längen in das Bearbeitungszentrum erstreckt. Die kompakten Cube67-IO-Module sind in unmittelbarer Prozessnähe angebracht. Von ihnen werden die Sensoren und Aktoren der Anlagen von Hermle mit möglichst kurzen M12-Verbindungsleitungen angeschlossen. Die Module werden mit einer Systemleitung miteinander verbunden – an der grünen Mantelfarbe ist sie einfach zu erkennen. Dabei kann von einem Modul zum nächsten „weitergeschleift“ werden. Die Leitung überträgt sowohl Daten wie auch Energie. Die Installation wird dadurch sehr schlank und benötigt wenig Platz für die Leitungsführung.

Die kompakten Cube67-Module sind in unmittelbarer Prozessnähe angebracht, von ihnen werden die Sensoren und Aktoren der Anlagen von Hermle mit kürzesten Verbindungsleitungen angeschlossen
Infos zum Anwender
Die Maschinenfabrik Berthold Hermle AG ist einer der Weltmarktführer für Metallbearbeitungszentren. Die Fräsmaschinen und Bearbeitungszentren des Unternehmens sind außergewöhnlich leistungsstark und besonders innovativ. Über 26.000 Hermle-Maschinen sind auf der ganzen Welt erfolgreich installiert. Mit den Bearbeitungszentren von Hermle werden große und komplexe Bauteile ebenso gefertigt wie Kleinstbauteile im Hightech-Bereich.
Maximale Standardisierung mit MOM
Durch die zahlreichen Auswahlmöglichkeiten können Hermle-Kunden ihre Maschinen sehr flexibel ausgestalten. Weil das Cube67-System die Möglichkeit des Machine Option Management (MOM) bietet, kann Hermle bei der Inbetriebnahme trotzdem sehr einheitlich vorgehen. Mit MOM wird die Projektierung der Hard- und Software der Bearbeitungszentren virtuell auf der Basis eines standardisierten Vollausbaus durchgeführt. Bei der Inbetriebnahme werden die Maschinen dann entsprechend ihrer Ausstattung konfiguriert. Oft kommt es dabei vor, dass Teile des Zubehörs gar nicht in Gosheim montiert werden, sondern erst beim Kunden. Ein Beispiel dafür sind Kühlmittelanlagen, die vom Zulieferer oft direkt zum Endanwender transportiert werden. „Um die Maschine trotzdem in Betrieb nehmen zu können, hat die Inbetriebnahme zusätzliches Test-Equipment. So kann sie die finale Konfiguration simulieren“, sagt Hans-Peter Marquart, der Leiter der Elektrokonstruktion bei Hermle. Derart kann das Unternehmen die Maschinen stets in der Konfiguration in Betrieb nehmen, wie sie dann später auch beim Betreiber zum Einsatz kommt. Einzelne Optionen können dabei, je nach Bedarf, „ein- und ausgeknipst“ werden. Die Konfiguration der Maschine geht mit dieser Vorgehensweise sehr schnell – und weil sie ausnahmslos getestete Bausteine enthält, ist auch die Prozesssicherheit hoch.
Hans-Peter Marquart erklärt, warum das wichtig ist: „Wir liefern unsere Maschinen auf der ganzen Welt aus, z. B. nach Südamerika oder nach China. Die Inbetriebnahme dort gelingt damit nach dem Plug-and-Play-Prinzip – schnell und ohne jede Gefahr von Programmierfehlern." Der große Benefit von MOM besteht für Hermle darin, dass nicht für jede Maschine eine eigene Software gepflegt und individualisiert werden muss, sondern lediglich die Standardsoftware auf dem Laufenden zu halten ist.
Die Module werden mit einer Systemleitung miteinander verbunden, dabei kann von einem Modul zum nächsten „weitergeschleift“ werden.
Vielfältige Gestaltungsmöglichkeiten
Ein markanter Vorteil für Hermle ist die Multifunktionalität der M12-Steckplätze der Cube67-Module. Für jeden PIN 2 und PIN 4 kann definiert werden, ob dieser als Ein- oder als Ausgang genutzt werden soll. Das eröffnet einen großen Gestaltungsspielraum. Beispielsweise gibt es Bereiche in der Installation, in der hauptsächlich Sensoren untergebracht sind, aber eben auch ein Ausgang. An einer anderen Stelle im Bearbeitungszentrum kann es gerade andersherum aussehen. Ohne multifunktionale Ports müssten jeweils zwei Module in diese Bereiche gelegt werden, eine teure und aufwändige Lösung. Mit Cube67 wird jeweils ein Modul eingebunden, auf dem die Ports entsprechend eingestellt sind. Dies ist ein großer Vorteil auch für die Montage und Inbetriebnahme, da weniger Module benötigt werden und somit Platz und Montageaufwand gespart wird. Letztendlich freut das auch den Einkauf, da die Kosten geringer sind.
Neben den unterschiedlichsten „Standardmodulen“ setzt Hermle auch Funktionsmodule ein. Ein Encoder-Modul wird zur Durchflussmessung der Hydraulik des Palettensystems genutzt. Es zählt die Impulse „vor Ort“ und gibt den Prozesswert an die Steuerung. Dort wird dieser weiterverrechnet und ausgewertet. Auch die Endkunden profitieren vom Einsatz des Cube67-Systems. Denn dieses bietet umfangreiche Diagnosemöglichkeiten bis hin auf den einzelnen Kanal. Hermle hat gemeinsam mit seinen Steuerungsherstellern Masken erarbeitet, die die Diagnosedaten visualisieren. Der Endkunde kann dadurch auf Anhieb erkennen, wenn an einer Stelle des Bearbeitungszentrums ein Fehler auftritt. Die Fehlersuche kann dadurch in einem kurzen Zeitraum durchgeführt werden – dies resultiert in einer höheren Maschinenverfügbarkeit und damit in mehr Wirtschaftlichkeit.
Derzeit befasst sich Hermle intensiv mit dem Technologiewandel von PROFIBUS zu PROFINET. Die Bearbeitungszentren werden in absehbarer Zeit mit PROFINET ausgestattet werden. Das Cube-System mit dem Busknoten als Schnittstelle ins übergeordnete Netzwerk ist dabei Gold wert. Auch die Integration von IO-Link-Devices wird mit vergleichsweise geringem Aufwand möglich sein. Hans-Peter Marquart erklärt dazu: „Wir ändern die Architektur an sich nicht, aber optimieren sie weiter.“ Mit Cube67 ist es nun möglich, einfach den Busknoten auszutauschen und die sich darunter ausbreitende Installation eins-zu-eins weiterzunutzen.
Teilen: · · Zur Merkliste