Multifunktionales Mehrachssystem
Die Jenaer Antriebstechnik GmbH realisiert in Kooperation mit der Rex & Schley Automatisierungstechnik GmbH, Erfurt, Positionier- und Handlingsysteme, die vor allem im Sondermaschinenbau und in Kleinserien zum Einsatz kommen. Durch die Kooperation können die beiden Firmen das komplette Mechatroniksystem, von der Mechanik bis zur Steuerung, aus einer Hand anbieten.
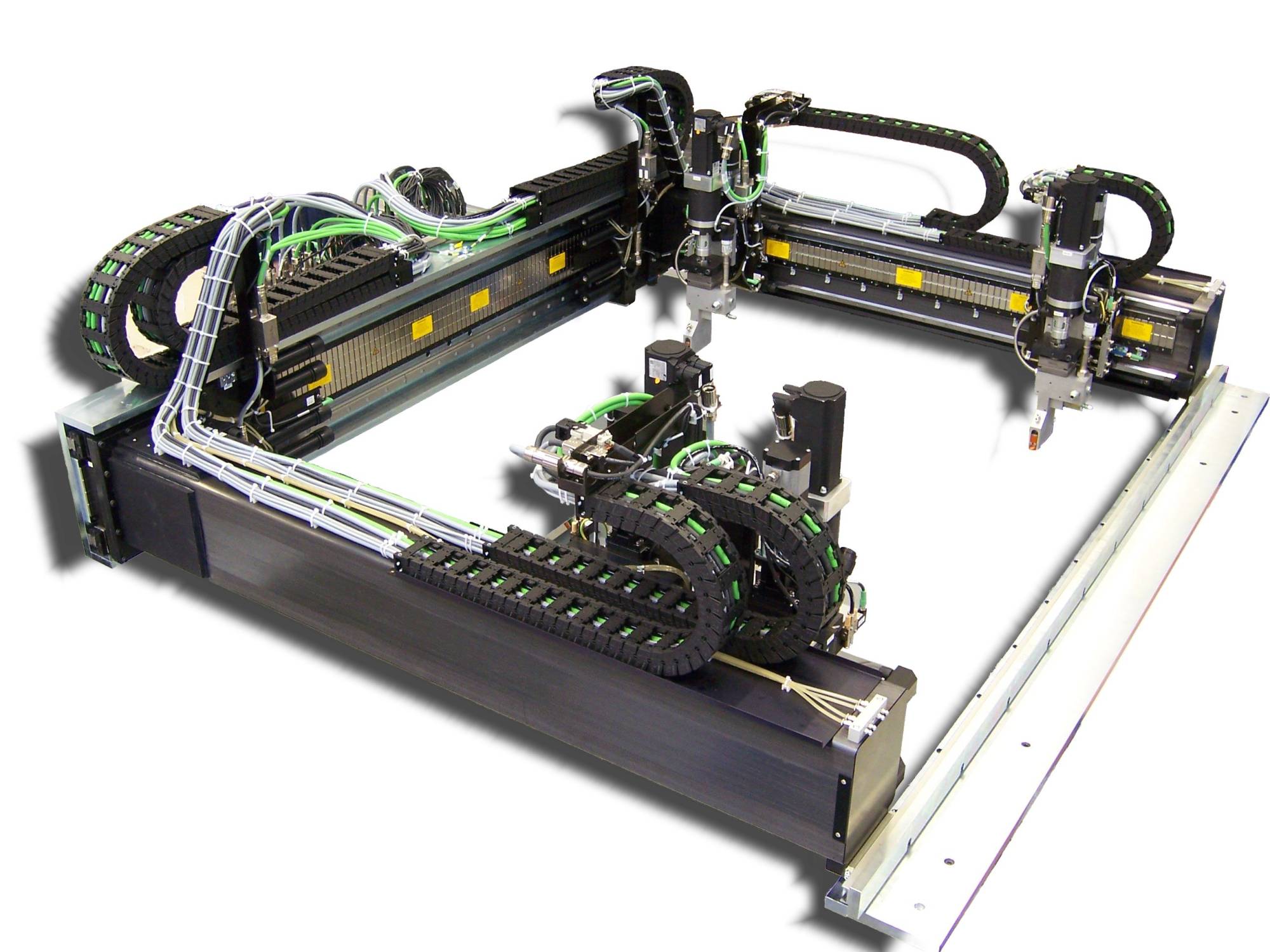
Multifunktions-Mehrachssystem mit CFK-Auslegern mit Stützführung.
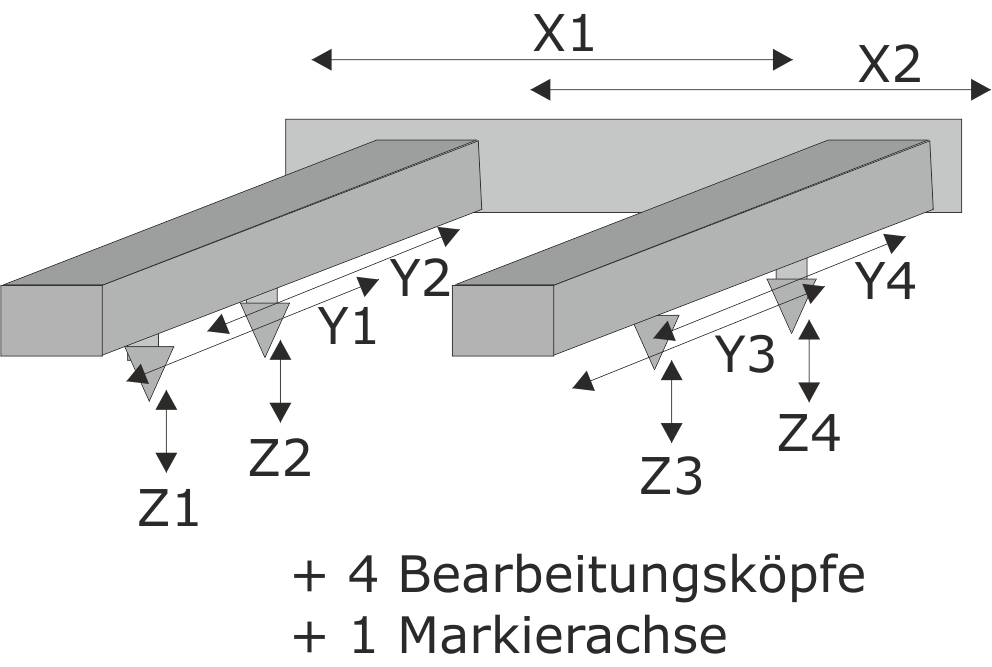
Dieser Beitrag stellt ein Portalrobotersystem vor, das in vielen Anwendungen einsetzbar ist, bei denen es auf hohen Durchsatz, perfekte Konturtreue, minimierte Stillstandszeiten und eine große Flexibilität zur Bearbeitung auch kleiner Losgrößen ankommt. Die erforderlichen Hübe und die Bestückung der Z-Achsen können entsprechend an die Anwendung angepasst werden, z. B. durch Bearbeitungsköpfe zum Schneiden, zum Fügen, zum Greifen, zur optischen Inspektion, etc.

Insgesamt 15 Servoachsen sind durch die Eckelmann-CNC zu koordinieren.
CFK-Auslegerachsen für hohe Dynamik und Positioniergenauigkeit
Das Achssystem besteht aus einer Direktlinearachse (Hub: 1200 mm), an der zwei Auslegerachsen (Hub: 800 mm), ebenfalls direktlinear, auf der Basis von Trägern aus CFK angebracht sind. Die Auslegerachsen sind an der Gegenseite auf einer Stützführung gelagert. Gegenüber einem Gantry-System bringt der einseitige Antrieb den Vorteil der besseren Zugänglichkeit der Zustellachsen. Die Regelung ist robuster, da die Gleichlaufsynchronisierung der Gantry-Parallelachsen entfällt. Nicht zuletzt entstehen durch den geringeren mechanischen Aufwand ein Kostenvorteil sowie eine reduzierte Ausfallwahrscheinlichkeit.
Durch den Einsatz von CFK-Auslegerachsen wird aufgrund der Verringerung der bewegten Massen und der Erhöhung der Struktursteifigkeit die Dynamik der Positionierung gegenüber Stahl- oder Aluminiumachsen wesentlich erhöht. Auch ist das CFK-Material wesentlich temperaturstabiler. Dadurch werden selbst bei schwankender Umgebungstemperatur höhere Genauigkeiten zuverlässig erreicht. Für eine sehr exakte Positionierung wurden robuste lineare Messsysteme mit einer Auflösung von 1 µm verwendet, die Wiederholgenauigkeit beträgt in der XY-Ebene kleiner 5 µm. Das Verfahren der Achsen kann mit Geschwindigkeiten von bis zu 2 m/s erfolgen, bei Beschleunigungen von bis zu 15 m/s2. Das Achssystem ist somit bestens geeignet für die schnelle flexible Präzisionsfertigung.
Die für die X- und Y-Achse verwendeten Direktlinearmotoren entstammen der SLM-Baureihe der Jenaer Antriebstechnik. In den Z-Achsen, die als Spindelachsen ausgeführt sind, sind hochpolige Servomotoren der Baureihe ECOSTEP 23S verbaut. Kombiniert mit den Servoverstärkern ECOVARIO wird ein komplettes Mechatroniksystem einbaufertig geliefert. Als Steuerungsschnittstelle für die Sollwertvorgabe wird hier CANopen verwendet. Optional sind auch EtherCAT, Profibus, Ethernet und zukünftig auch Profinet möglich.
Hoher Durchsatz bei maximaler Flexibilität
Durch die Verwendung von zwei parallel arbeitenden Bearbeitungsköpfen pro CFK-Achsausleger können komplexe Strukturen genau und schnell abgefahren werden. Das System bietet die Flexibilität, alle vier Köpfe parallel einzusetzen (für kleinere Teile) oder z. B. auch nur einen Kopf (für große Teile). Da das System aus zwei voneinander unabhängigen Achssystemen mit jeweils sieben Servoachsen besteht, ist eine Redundanz gegeben, die es bei Ausfall eines Teilsystems ermöglicht, die Anlage weiterzufahren.
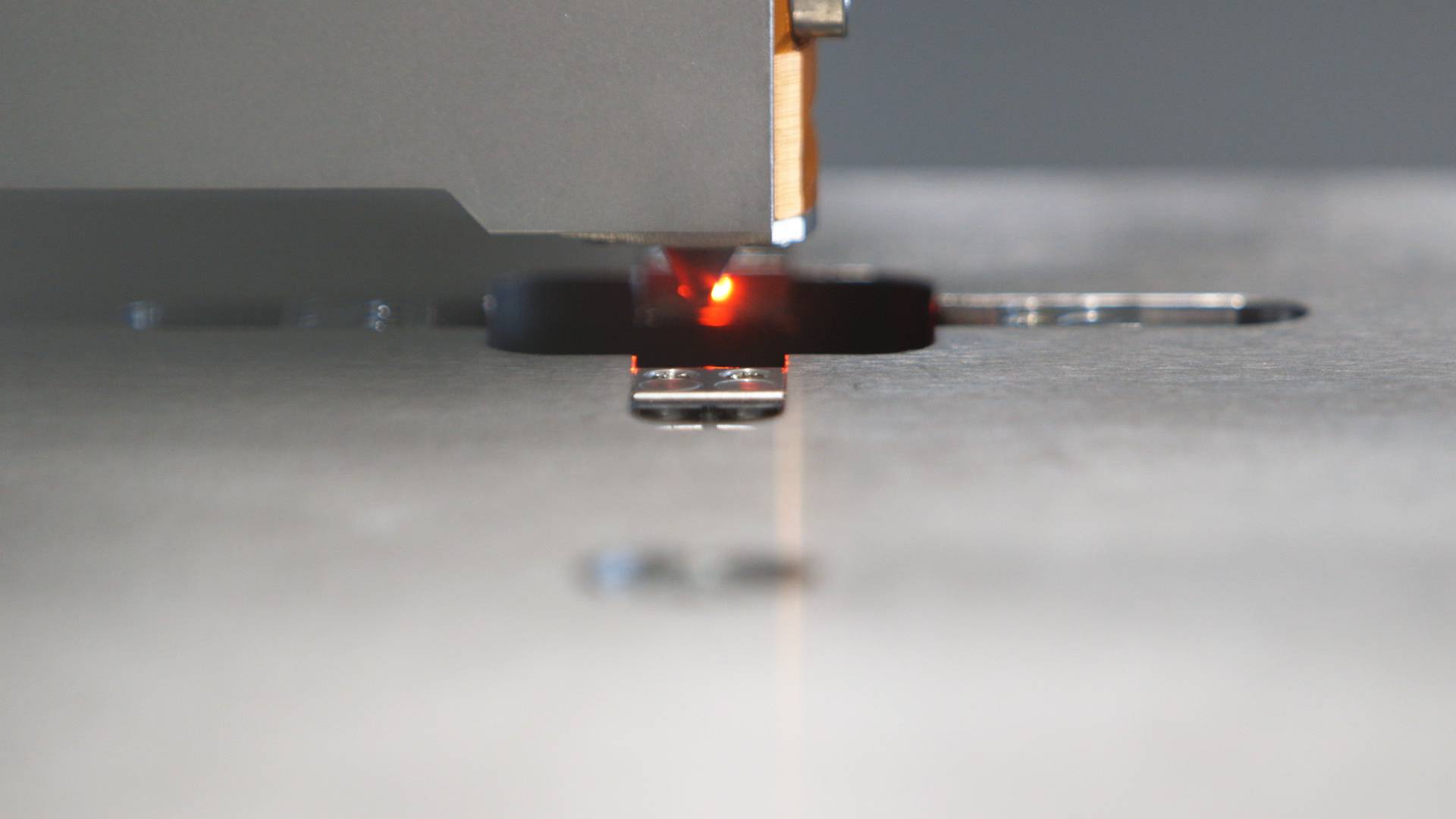
Werkzeugkalibrierung
Bei neuen Geometrien keine Umrüstzeit
Die Geometrien der zu bearbeitenden Teile können im DXF-Format, das sich aus jedem gängigen CAD-Programm leicht erzeugen lässt, eingegeben werden. Intern werden diese dann in den G-Code für das Achssystem umgesetzt. Es können auch mehrere unterschiedliche Geometrien eingegeben werden. Diese werden dann automatisch so angeordnet, dass die zur Verfügung stehende Bearbeitungsfläche optimal ausgenutzt wird. Das System kann auch für minimale Losgrößen wirtschaftlich eingesetzt werden und benötigt keine Umrüstzeit.
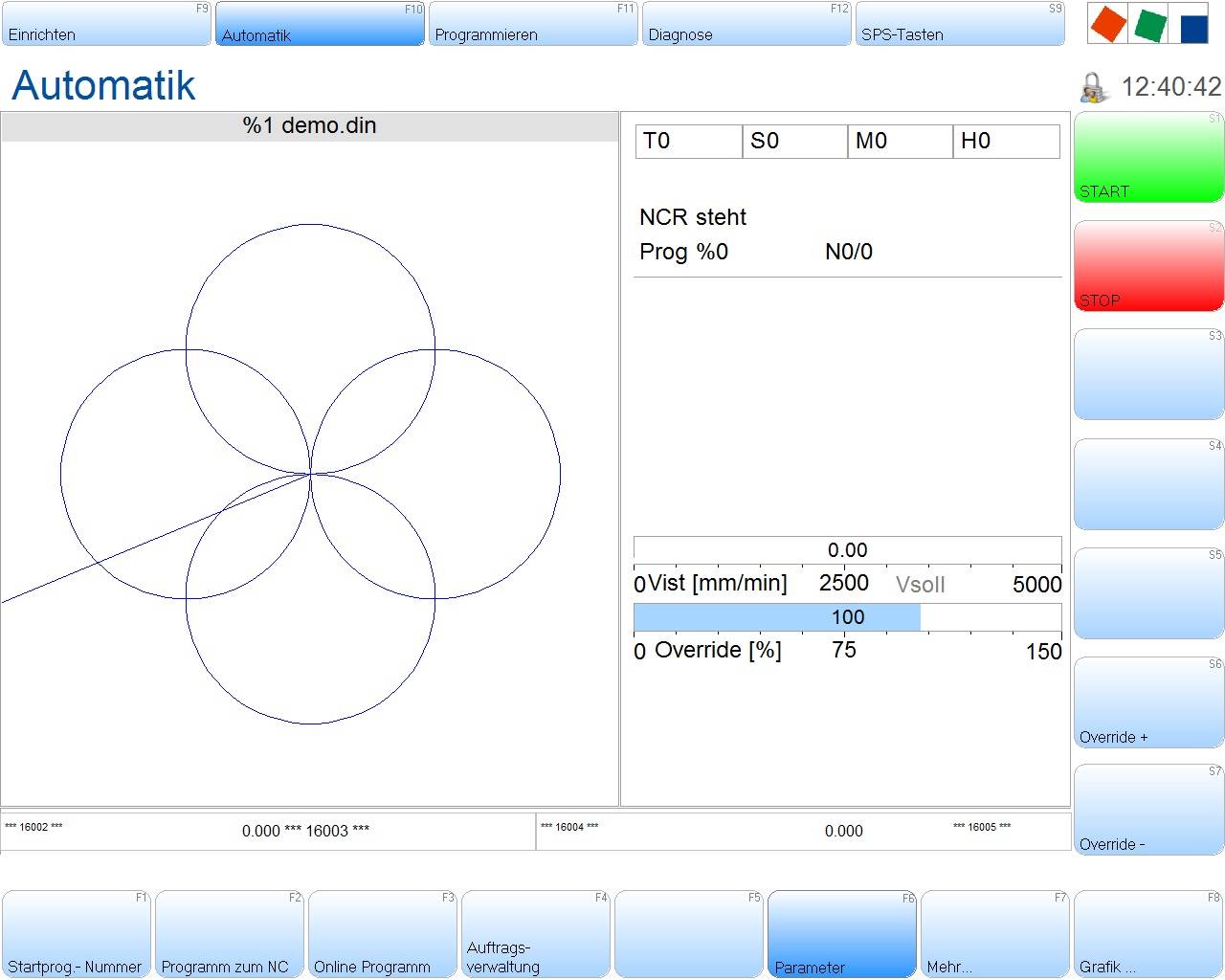
Bedienoberfläche
Steuerung durch High-Speed-CNC
Die übergeordnete Steuerung der insgesamt 15 Servoachsen wird von einer High-Speed-CNC-Steuerung E°ExC66 der Fa. Eckelmann AG, Wiesbaden, übernommen. Diese zeichnet sich durch ihre kompakte Bauweise, eine geringe Leistungsaufnahme und eine hohe EMV-Robustheit aus. Aufgrund des großen Befehlsvorrats des CNC-Kerns ist die Steuerung für komplexe Achssysteme dieser Art bestens geeignet. Die Firmware kann direkt an die kundenspezifischen Anforderungen angepasst werden. Hierzu bringen die Entwickler der Fa. Rex & Schley langjährige Erfahrung und detaillierte Kenntnisse bei der Programmierung der E°ExC66 mit.
Zur Sicherstellung eines stetigen, ruckfreien Bewegungsablaufs des Achssystems erfolgt die Bahn- und Rampengenerierung in der CNC-Steuerung mit einem Ruckfilter. Die CNC-Programme sind so ausgelegt, dass sie entweder als Gesamtsystem oder als parallel arbeitende Teilsysteme abgearbeitet werden können.
Außer dem Abfahren der Konturen sind noch einige weitere Funktionen enthalten. So erfolgt nach jedem Einschalten eine automatische Maschinenkalibrierung. Auf Anforderung kann eine Werkzeugkalibrierung durchgeführt werden, d. h. ein aufwändiges Einmessen bei einem Werkzeugwechsel entfällt. Zur Aufsynchronisierung von verschiedenen Arbeitsgängen können durch das Achssystem Passermarken aufgebracht werden. Eine Anpassung des Achssystems an Materialien unterschiedlicher Dicke ist durch die integrierte Materialdickenmessung mit automatischer Nachführung der Z-Achse problemlos möglich.
Nicht zuletzt ist eine Applikationssoftware verfügbar, die eine komfortable Bedienoberfläche für das Achssystem bietet.
Teilen: · · Zur Merkliste