anwenderreportage
Sichere Lenkung
Es wäre der Alptraum eines jeden Autofahrers: Die Lenkung des Wagens reagiert falsch oder gar nicht mehr. Um diese Extremsituation zu verhindern, setzt der Automobilzulieferer Swoboda bei der Prüfung von Komponenten für elektronische Lenkungssteuerungen auf das Bildverarbeitungssystem trevista von OBE.

In seinen Produktionsanlagen setzt Swoboda auf modernste Automatisierungstechnik. Bildverarbeitung ist dabei in vielen Prüfstationen ein fester Bestandteil zur Qualitätskontrolle.

Dr. Tobias Henzler
Vertrieb STEMMER IMAGING
„Mit trevista können flache, aber auch leicht gekrümmte Oberflächen unterschiedlichen Glanzgrades sicher erfasst werden.“
Hochpräzise Metall-Kunststoff-Verbundteile werden bei vielen Anwendungen im Auto eingesetzt. „Solche Hybride finden sich u. a. in den Lenkungssteuerungen nahezu aller führenden Automarken und –modelle. Die Fertigung solcher Verbundteile stellt eine Kernkompetenz der Swoboda KG dar“, erklärt der Betriebsleiter des Stammwerkes in Wiggensbach bei Kempten. „Auch in Getriebesteuerungen, Steckverbindern, Magnet- und Hochstrombaugruppen sowie in vielen weiteren Kfz-Elementen sind die Baugruppen von Swoboda die Schnittstellen zwischen Elektronik und Mechanik. Im Einsatz sorgen sie für eine sichere Umsetzung der Fahrerkommandos“, so der Betriebsleiter weiter.
In seinen Produktionsanlagen setzt das Unternehmen auf modernste Automatisierungstechnik. Bildverarbeitung ist dabei in vielen Prüfstationen ein fester Bestandteil zur Qualitätskontrolle. Das gilt auch für die Herstellung von Komponenten für elektromechanische Lenkungssteuerungen. Alle Bauteile dieser Funktionsgruppe müssen mit 100prozentiger Sicherheit fehlerfrei sein.
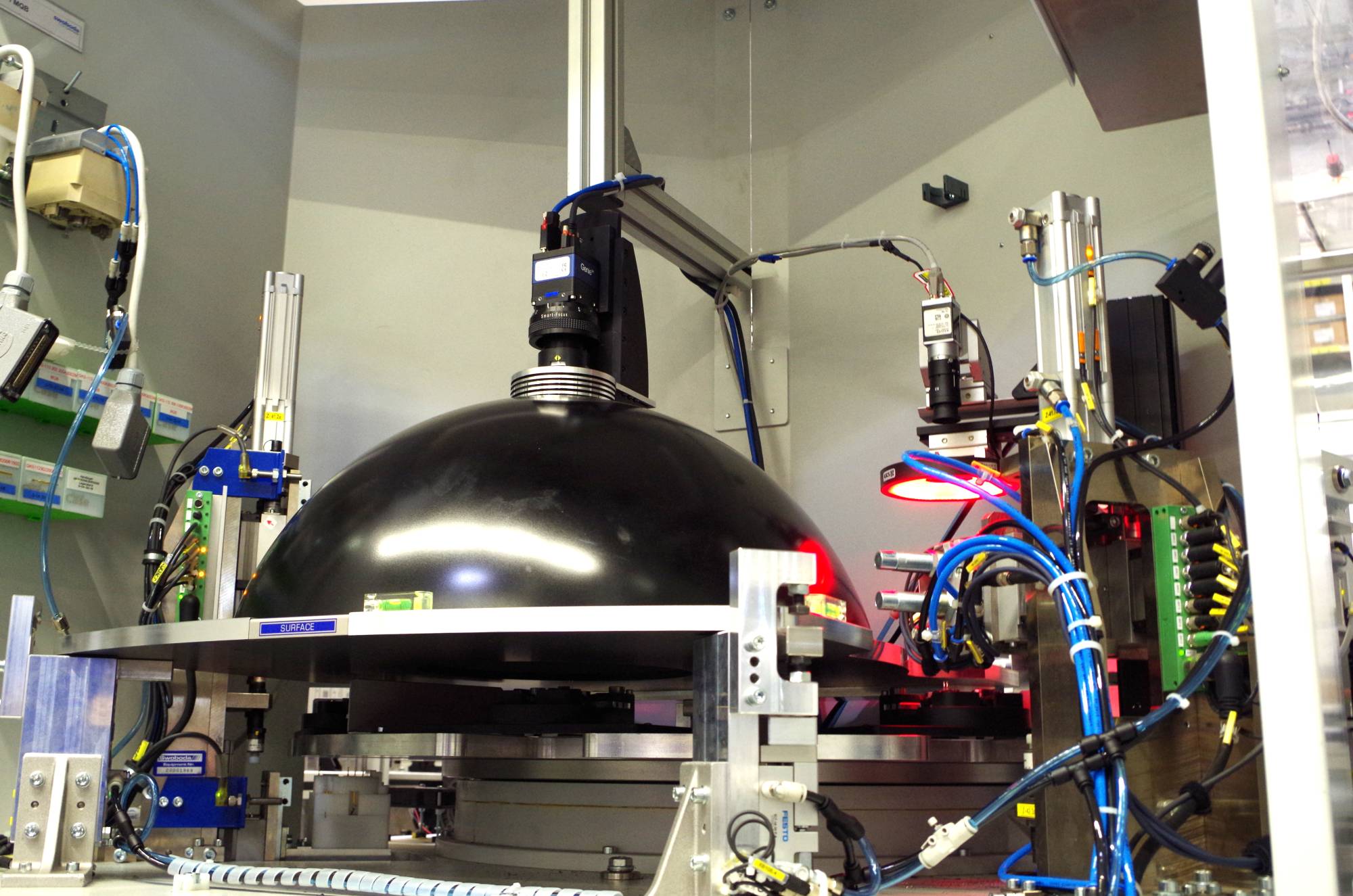
Die hybriden Komponenten der Lenkungssteuerung werden dem trevista-System zugeführt und dort mit Hilfe der 12-Megapixel-Kamera Genie TS von Teledyne DALSA aufgenommen.
Infos zum Anwender
Swoboda ist ein weltweit tätiges Familienunternehmen, das hochpräzise Metall-Kunststoff-Komponenten für die Automobilelektronik produziert. Zu den Produktschwerpunkten gehören elektromechanische Baugruppen wie Gehäuse für Getriebesteuerungen, Sensoren, Lenkungssteuerungen, Magnetbaugruppen sowie Steckverbindungen.
www.swoboda.de
Herausforderung an Prüfsystem
„Die wesentliche Herausforderung bei der Prüfung dieser Produkte besteht in den Unterschieden der Materialoberflächen“, beschreibt ein Swoboda-Bildverarbeitungsspezialist die Aufgabenstellung, die er bei der Realisierung der Prüfstation zu lösen hatte. „Die optischen Schwankungen der Oberflächenqualität der metallischen Teile sind mit einem üblichen Bildverarbeitungssystem schwer zu analysieren. Mit dem trevista-System von OBE, das wir seit einigen Monaten an dieser Prüfstation einsetzen, sind wir jetzt in der Lage, die Oberflächenbeschaffenheit hochauflösend zu erkennen und zu analysieren.“
Auf diese Weise konnte die Sicherheit der Fehlererkennung nach den Worten des BV-Experten deutlich verbessert werden: „Der Pseudoausschuss – das Ausschleusen von scheinbar fehlerhaften Teilen – reduzierte sich schon in einem frühen Stadium des Projekts um rund zwei Drittel.“
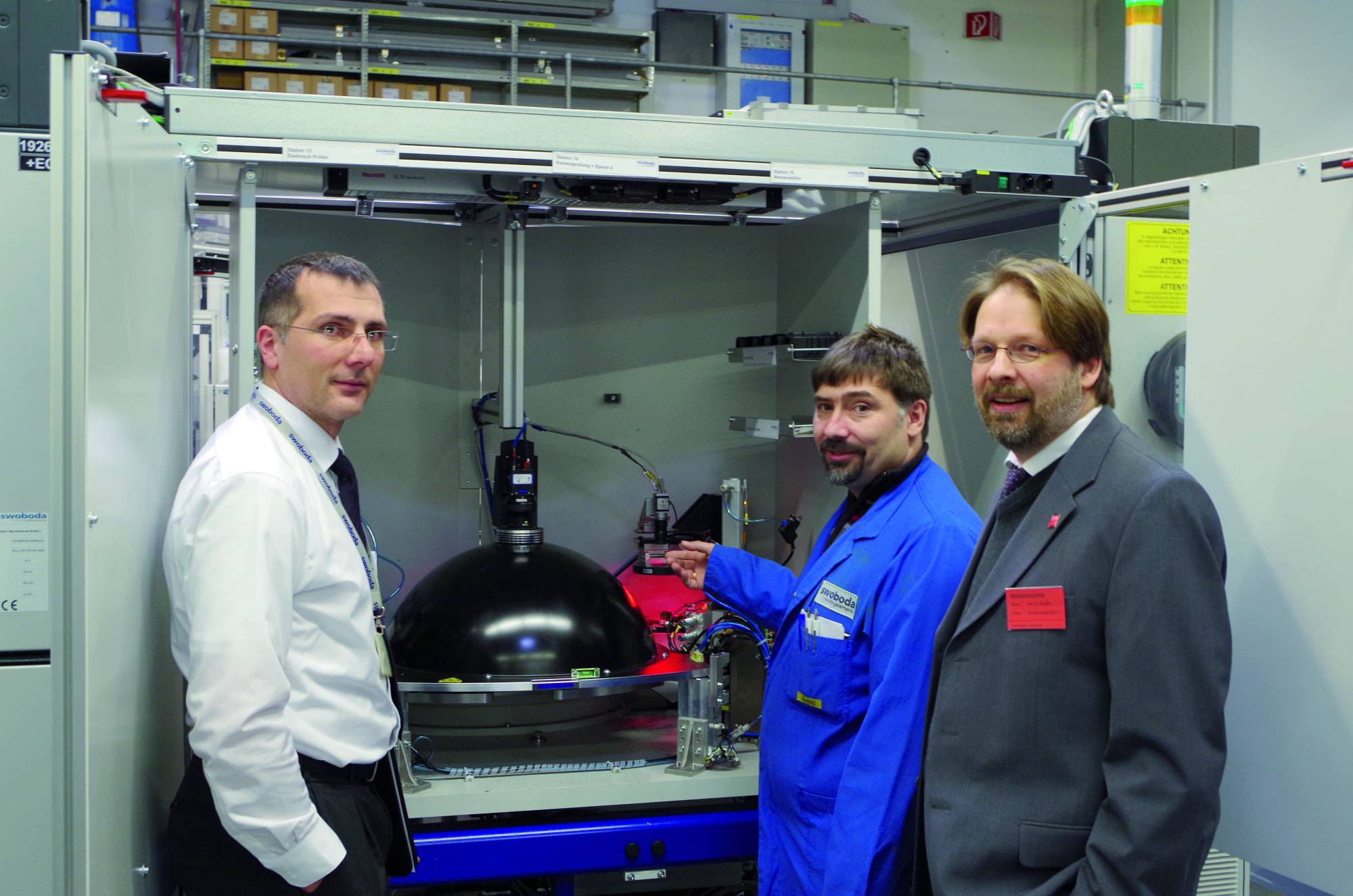
Der Betriebsleiter und der Bildverarbeitungsexperte der Swoboda KG mit Dr. Tobias Henzler (im Bild v. l. n. r.) vor der trevista-Prüfstation.
Speziell für die Inspektion glänzender Teile
In der Anwendung bei Swoboda spielt das Bildverarbeitungs-System trevista seine Stärken voll aus. Die Beleuchtungseinrichtung eines trevista-Systems in der Form eines Doms sorgt dabei für eine optimale Ausleuchtung der Prüfobjekte und hält störendes Fremdlicht ab. Die robuste Konstruktion erlaubt zudem eine einfache Integration in den Produktionsprozess oder einen Prüfautomaten.
Die Besonderheit dieses Systems ist ihre Shape-from-Shading-Technologie, die sich speziell für die Inspektion glänzender oder spiegelnder Oberflächen eignet, wie sie bei den Swoboda-Hybrid-Bauteilen vorliegen. Metallische Bauteile mit unterschiedlichster Oberflächenbeschaffenheit bis hin zu schwarzem Kunststoff können damit problemlos geprüft werden.
Die clevere Idee des Systems besteht im Unterschied zu anderen Dom-Beleuchtungen darin, Prüfobjekte mit einer diffusen Beleuchtung aus vier verschiedenen Richtungen auszuleuchten und dabei jeweils ein Kamerabild aufzunehmen. Ein spezieller Berechnungsalgorithmus verarbeitet diese vier Eingangsbilder und erzeugt daraus vier hochwertige, synthetische Ergebnisbilder: Die beiden ersten repräsentieren die lokale Neigung der Oberfläche in x- und y-Richtung. Das dritte – das so genannte Krümmungsbild – stellt die Topografie der Oberfläche richtungsunabhängig dar. Das vierte Ergebnisbild gibt die reine Textur der Oberfläche wider und ist mit einer konventionellen 2D-Aufnahme ohne störenden Glanz vergleichbar. Hiermit lassen sich topologische Oberflächenmerkmale sicher von reinen Helligkeitsunterschieden des Materials oder auch Verunreinigungen durch Schmiermittel sowie korrodierten Bereichen unterscheiden.
Diese vier Bilder werden an das Bildverarbeitungssystem weitergegeben, welches die automatische Fehlerauswertung übernimmt. Dabei arbeitet der Berechnungsalgorithmus PC-basiert und ist in die Softwareplattformen Sherlock von Teledyne DALSA und Common Vision Blox (CVB) von STEMMER IMAGING eingebunden. In dieser Kombination können selbst Fehlermerkmale von nur wenigen Mikrometern Tiefe sichtbar gemacht werden.
„Die Parametrisierung der Bildverarbeitungssoftware gestaltet sich einfach und sicher, da die Krümmungsbilder die Formmerkmale von Oberflächen deutlich herausstellen. Dadurch lassen sich Fehler erkennen, die bisher nicht automatisch ausgesondert werden konnten. Mit trevista können flache, aber auch leicht gekrümmte Oberflächen unterschiedlichen Glanzgrades sicher erfasst werden“, beschreibt Dr. Henzler die Stärken des Systems.
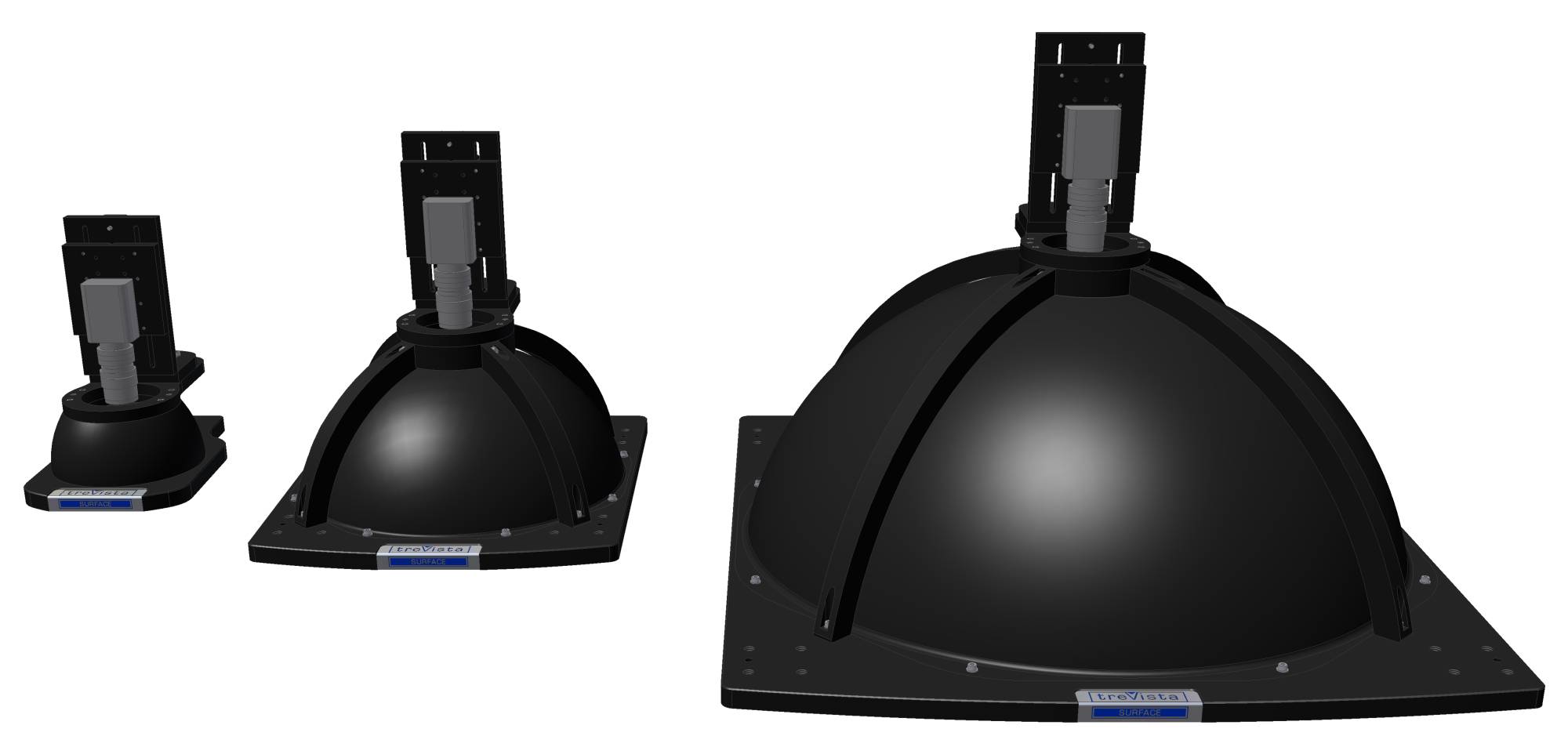
Je nach notwendigem Messfeld von 20 mm bis zu 200 mm stehen drei Dom-Größen des Systems zur Auswahl.
Schnelle Umsetzung
„Nach diversen applikationsspezifischen Anpassungen konnten wir das Prüfsystem dann bereits im Oktober 2012 anstelle des bisherigen 2D-Systems in die Anlage integrieren“, schildert der Swoboda-Bildverarbeitungsexperte den weiteren Verlauf des Projekts. „Diese schnelle Umsetzung war äußerst hilfreich, denn unser Kunde hatte uns einen relativ engen zeitlichen Rahmen für die Produktion und Prüfung der Baugruppen gesteckt.“
Eine besonders hilfreiche Unterstützung während der Evaluierungsphase war die Tatsache, dass die Swoboda KG das trevista-System als Leihgabe von STEMMER IMAGING zur Verfügung gestellt bekam. „So konnten wir trevista zunächst als Stand-alone-System aufbauen und testen, ob die Ergebnisse reproduzierbar und plausibel sind. Die Leihkomponenten hatten wir dabei insgesamt über mehrere Monate bei uns, die dafür zu bezahlende Gebühr wurde uns jedoch beim Kauf zum Großteil angerechnet.“
Diese Vorgehensweise wird bei der Swoboda KG als zielführend beurteilt: „Wir haben die Entwicklung als gemeinsames Projekt angesehen, in das beide Seiten investiert haben. Auf diese Weise konnten wir uns gemeinsam einen Vorsprung gegenüber anderen Anbietern verschaffen, der sich jetzt auszahlt.“
Hilfreich bei der Einarbeitung in das neue System war sicher auch ein Schulungstag, den der bei Swoboda verantwortliche BV-Spezialist nach der Entscheidung für das trevista-System bei STEMMER IMAGING in Puchheim absolvierte. „Das Training bei Dr. Henzler und Schulungsleiter Lars Fermum hat den Einstieg in das System erheblich beschleunigt und mit dazu beigetragen, dass wir die Anlage in der knappen Zeit einsatzfähig machen konnten.“
Absolute Zufriedenheit
Die Zusammenarbeit mit STEMMER IMAGING bewerten die Swoboda-Mitarbeiter durchwegs positiv: „Wir sind sehr zufrieden mit diesem Bildverarbeitungsanbieter, insbesondere der schnelle Support im Fall von Problemen hat uns in der Vergangenheit mehrfach überzeugt. In unserer Branche, der Automobilindustrie, ist das überlebenswichtig, wir sind hier auf sehr kurze Reaktionszeiten angewiesen“, betont der Swoboda-Betriebsleiter die Bedeutung der Wahl eines geeigneten Lieferanten. „Für unsere Bildverarbeitungssysteme hat sich die Partnerschaft mit STEMMER IMAGING inzwischen zu einer festen und zuverlässigen Größe entwickelt.“
Zu den weiteren Vorteilen der Zusammenarbeit mit STEMMER IMAGING zählt nach den Worten des zuständigen Qualitätssicherungs-Teamleiters, „dass wir hier die individuelle Lösung bekommen konnten, die wir für unseren Einsatzfall benötigten. Das Standardsystem konnte zwar die reine Bildverarbeitungsaufgabe technisch lösen, doch da das System ja erst nachträglich in die Linie eingepasst wurde, waren einige spezifische Änderungen am Standardsystem erforderlich, die wir in enger Zusammenarbeit mit STEMMER IMAGING und dem Hersteller des Systems, OBE, in der zur Verfügung stehenden Zeit realisieren konnten.“ Als Beispiele nennt er hier die mechanische Anpassung der Grundplatte des trevista-Systems sowie die Anbindung an das bestehende Softwaresystem.
Teilen: · · Zur Merkliste