anwenderreportage
Festo Premium-Controller CMMP-AS: Under Pressure – Qualität, die man hören kann
Wenn Wälzlager singen könnten, wäre ihre Hymne bestimmt „Under Pressure“ von Queen und David Bowie. Der Frage, wie sie sich unter Belastung verhalten, geht SKF in Steyr mit einer Körperschallmessung auf den Grund. Mit an Bord: Eine innovative Baukasten-Lösung von Festo.

Wälzager in top Qualität – Geräuschmessungen helfen dabei, potentielle Mängel aufzudecken.
Shortcut
(h3)Aufgabenstellung:
Entwicklung einer Prüfanlage zur Qualitätssicherung von Wälzlagern.
(h3)Lösung:
Erstellung der Prüfanlage mit Festo-Komponenten, -Softtware und -Web-Visualisuerung für die einfache Parametrierung der Abläufe.
(h3)Vorteile:
Das neue System hinterlässt aufgrund seiner präzisen Einsatzmöglichkeit - im Gegensatz zu Pneumatikzylindern - keine Spuren auf dem Wälzlager. Langfristige und schnelle Verfügbarkeit von Ersatzteilen. Komfortable und rasche Anlagenprojektierung per drag and drop über Web-Interface. Begleitende top Beratung und Hilfestellung durch die Festo TAC-Experten während des gesamten Projektablaufs.
Rund 1.000 Mitarbeiterinnen und Mitarbeiter fertigen bei SKF in Steyr pro Jahr mehr als sieben Millionen Wälzlager. Die Produktion läuft über elf Fertigungslinien an denen hochpräzise und leistungsfähige Schleif- und Honprozesse sowie die Montage und Verpackung durchgeführt werden.
Zur Sicherung höchster Qualität, werden sämtliche Anforderungen an die Wälzlager laufend geprüft. Steifigkeit, Tragfähigkeit, Grenzdrehzahl und Gebrauchsdauer spielen natürlich eine große Rolle. Aber auch niedrige Geräusch- und Schwingungspegel werden immer wichtiger. Zumal ein auffälliger Geräuschpegel oft ein Hinweis auf mögliche Probleme im Wälzlager ist. Wellige Wälzlagerkomponenten, beschädigte Ringe und Kugeln aber auch Verschmutzungen können Gründe dafür sein, erläutert Hannes Zettel: „Die Geräuschprüfung und Körperschallmessung von Wälzlagern detektiert mögliche Fehler, die bei der Produktion am Innenring, an Wälzkörpern oder am Außenring auftreten können“, so der Mechanical Design Engineer / Quality Technology bei SKF.
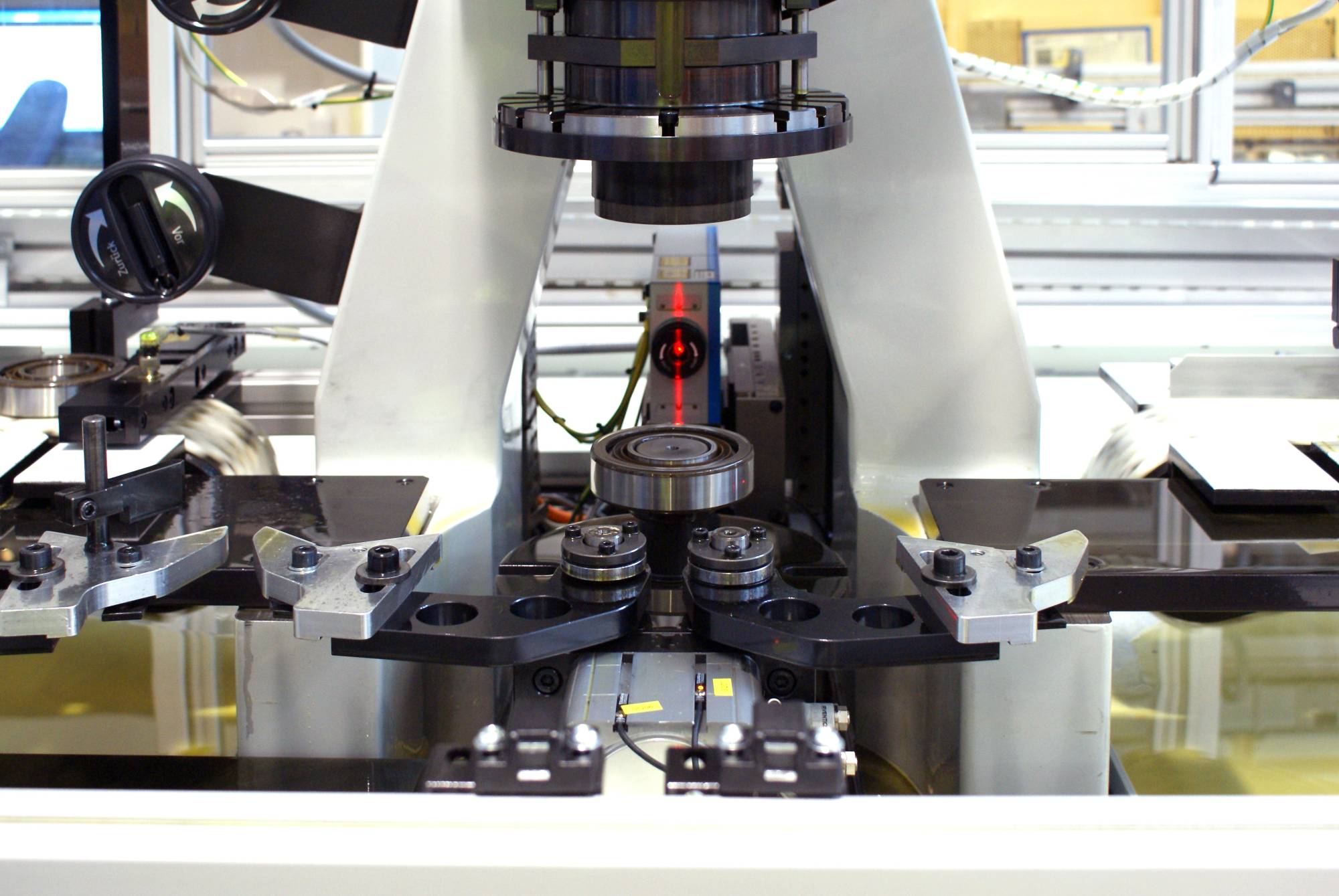
Der Spindelantrieb wird abgesenkt, um die vordefinierte Kraft auf das Wälzlager auszuüben. Dann kann der im Hintergrund befindliche Laser die Vibrationen des rotierenden Wälzlagers erfassen.

Markus Seirlehner
Electric Design Engineer / Quality Technology bei SKF
„Früher mussten wir die Software oft selbst erstellen und programmieren. Der Festo Baukasten bietet uns jetzt eine echte Plug and Work Lösung. Man steckt nur noch die vorkonfektionierten Stecker zusammen bzw. ein paar Kabel und los geht‘s.“
„Pressure – pushing down on me“
Um die Prüfung durchzuführen wird das Wälzlager mit einem Konservierungsmedium gewaschen und auf eine rotierende Spindel aufgesetzt. Dann wird es axial belastet und dabei die Vibrationen gemessen. Die Messung der Geräuschentwicklung erfolgt jedoch nicht via Mikrofon, sondern mit einem Laser. Hannes Zettel: „Bei dieser Körperschallmessung misst der Laser berührungslos die Schwinggeschwindigkeit an der Oberfläche des Objekts aus.“
Markus Seirlehner, Electric Design / Quality Technology bei SKF ergänzt: „Der Laser detektiert die Frequenzverschiebung des zurückreflektierten Lichts aufgrund des Doppler-Effekts. Damit und mit der entsprechenden Software, lässt sich entscheiden, wie gut bzw. wie laut das Wälzlager ist und man kann ein exaktes Geräuschspektrum für jedes Wälzlager aufzeichnen.“
Diese für das Qualitätsmanagement wichtigen Prüfanlagen werden von der Geschäftseinheit Quality Technology bei SKF selbst entwickelt und gebaut. Dabei ist seit Kurzem der neue Servopressenbausatz YJKP von Festo im Einsatz. Dieser Bausatz besteht aus einem Servomotor, dem Servocontroller CMMP-AS und dem Steuerblock CECC-X. „Wir setzen damit auf ein Komplettpaket inklusive Kraftsensor und Software von Festo“, so Markus Seirlehner.
Infos zum Anwender
SKF ist seit 1907 ein weltweit führender Technologieanbieter in den Fachbereichen Lager und Lagereinheiten, Dichtungen, Mechatronik, Dienstleistungen und Schmiersysteme. Am Standort Steyr in Oberösterreich fertigen rund 1.000 Mitarbeiterinnen und Mitarbeiter pro Jahr mehr als sieben Millionen Wälzlager.
Elektrik mit System
Hannes Zettel: „Wir waren schon länger auf der Suche nach einer elektrischen Achse die wir schnell und sauber auf die gewünschte Position fahren können. Mit den bisher eingesetzten pneumatischen Konstruktionen war das nicht so einfach möglich. Das neue System hinterlässt aufgrund seiner präzisen Einsatzmöglichkeit auch keine Spuren auf dem Wälzlager, da wir – im Gegensatz zu den bisher verwendeten Pneumatikzylindern – langsam aufsetzen können.“ Erst dann, wenn sich das System auf dem Wälzlager befindet, wird es mit einer definierten Kraft beaufschlagt, um das Wälzlager zu belasten.
„Die Ersatzteilhaltung ist für uns ein weiterer wichtiger Grund, der für die Lösung von Festo spricht. Es ist wichtig, dass wir Ersatzteile über eine lange Zeit bekommen, da die Maschinen teilweise 25 Jahre und länger laufen“, berichtet Hannes Zettel.

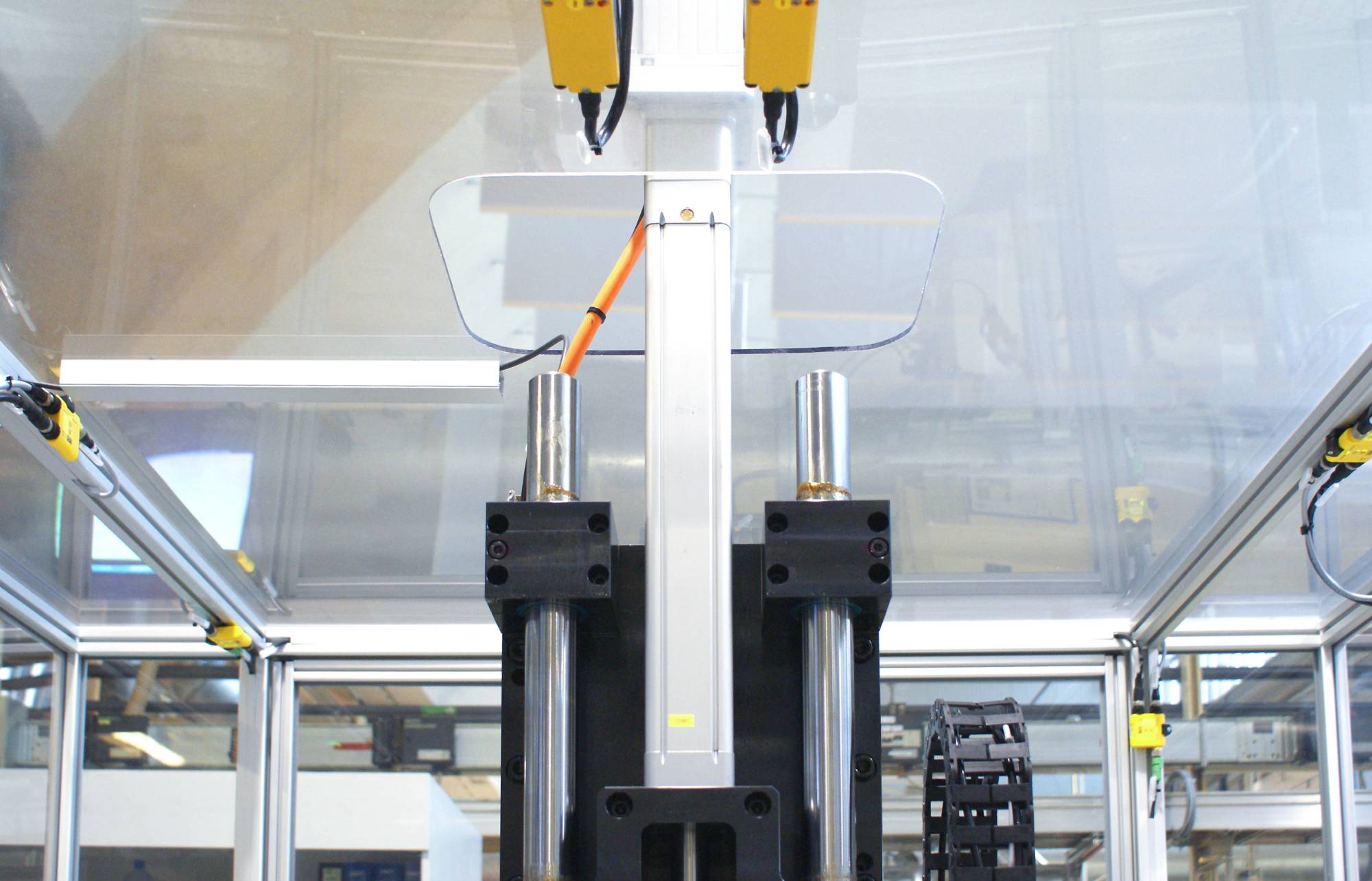
Der Premium-Controller CMMP-AS steuert den Servoantrieb der Spindel.
Schnelle Verfügbarkeit
Markus Seirlehner: „Die schnelle Verfügbarkeit der Bauteile ist ebenfalls ein entscheidender Aspekt. Bei der Lösung, die wir früher im Einsatz hatten, lagen die Lieferzeiten im sechsmonatigen Bereich. Das ist mit diesem Bausatz nun anders, der aus Standard-Komponenten von Festo besteht.“
In Zeiten, in denen Kostenreduktion permanent im Fokus steht, freut es die SKF-Techniker besonders, dass das Servopressen-Package von Festo zu den preiswerten Systemen gehört. Dazu kommt auch noch eine einfachere Konstruktion. Markus Seirlehner: „Die Grundlage der Auslegung ist der aufzubringende Kraftbereich. Den richtigen Bausatz haben wir im Festo Onlineshop schnell gefunden. Die E-Planung erfolgte mit Eplan Makros. Das freute unsere Konstrukteure, da sie hier ein fertiges Konzept in die Hand bekamen.“

Die Steuerung der Antriebseinheit übernimmt die CECC-X von Festo. Ebenfalls an Bord: ein Graphical User Interface (Web-Visualisierung), mit dem die Abläufe einfach parametriert werden können.
Plug and Work
Markus Seirlehner: „Bei der alten Lösung mussten wir Fenster und Makros selbst erstellen. Das erforderte einen erheblichen Zeitaufwand. Bei Festo haben wir die Möglichkeit, alles per ‚drag and drop‘ übers Internet oder über das Eplan Dataportal hereinzuziehen. Damit ist das System schon fast fertig projektiert.“
Auch die Parametrierung und Inbetriebnahme werden durch das neue System deutlich vereinfacht, weiß Seirlehner: „Man hat den Vorteil, keine zusätzliche Software installieren zu müssen weil alles übers Web-Interface funktioniert. Früher mussten wir die Software oft selbst erstellen und programmieren. Der Festo Baukasten bietet uns jetzt eine echte Plug and Work Lösung. Man steckt nur noch die vorkonfektionierten Stecker zusammen bzw. ein paar Kabel und los geht‘s.“

Eine Wartungseinheit vom Typ MSB4 sorgt für einwandfreie Prozessluft auf der Maschine.
Industrie 4.0 in der Praxis
In Sachen Flexibilität bei künftigen Änderungen oder Erweiterungen punktet die Festo Lösung ebenfalls. Seirlehner: „Schon durch ein einfaches Softwareupdate ergeben sich erweiterte Funktionen – das geht ganz in Richtung Industrie 4.0.“ Ebenfalls hilfreich: Während der Projektierung und der Inbetriebnahme stand das Technik and Applicationcenter (TAC) von Festo mit Rat und Tat zur Seite. Zum Beispiel haben die Experten des TAC die Schaltpläne gecheckt und die Inbetriebnahme begleitet.
V.l.: Dietmar Kaineder, Festo Sales Region West, Hannes Zettel, Mechanical Design Engineer und Markus Seirlehner, Electric Design Engineer / Quality Technology bei SKF.
Gemeinsam erfolgreich
Zwischen SKF und Festo hat sich mittlerweile eine Entwicklungspartnerschaft etabliert. Unter dem Titel EVO 3 (Evolution 3) kommt demnächst ein neuer Softwarebaustein von Festo zum Einsatz, mit dem der Regelbetrieb forciert und noch genauer gemacht wird. Die Tests mit der neuen EVO 3 erfolgen bei SKF in Steyr. Ebenfalls interessant für SKF sind die Möglichkeiten im neuen MotionLab von Festo, da dort ungewöhnliche Lösungen in der Praxis getestet und Grenzen ausgelotet werden können. „Wir haben das neue Lab bereits im Rahmen einer neuen Entwicklung genützt. Dort wird aus Theorie ein laufendes System – wirklich spannend“, so Markus Seirlehner begeistert.
Teilen: · · Zur Merkliste