anwenderreportage
Lasereinsatz in der Medizintechnik
Wer hochwertige Keramikimplantate fertigt, benötigt Präzisionswerkzeuge für die Mikrobearbeitung. Die Dentalpoint AG nutzt ein Fertigungssystem von Aerotech mit integriertem Galvoscanner, um die Mikro-Schleifstifte zu lasern. Auch ein Handlingroboter und Messsystem sind über die Steuerungssoftware angebunden.

Schleifutensilien und Präzisionswerkzeuge für die Herstellung der Keramikimplantate fertigt Dentalpoint auf Aerotech-Fertigungssystemen mit Laserbearbeitung.
Shortcut:
Anforderung: Automatisierte Fertigung von Keramikzahnimplantaten.
Lösung: Hochpräzise Positioniersysteme mit zusätzlicher Lasertechnologie von Aerotech. Integrierter Galvoscanner für das Lasern von Mikro-Schleifstiften. Steuerungssoftware von Aerotech dirigiert gesamte Fertigung.
Nutzen: Das neue Aerotech-System ist für weitere Kapazitäten skalierbar.
Die noch relativ junge Dentalpoint AG produziert seit 2006 hochwertige Zahnimplantate aus Keramik und gehört eigenen Angaben zufolge zu den Pionieren auf diesem Gebiet. 2009 erlangte das erste zweiteilige Implantatsystem aus weißer leistungsstarker Keramik Marktreife. Unter dem Markennamen Zeramex geht es aus der Fertigungsstätte im schweizerischen Spreitenbach an Abnehmer in Europa, den USA und Asien. Zu den Kunden der zu 100 Prozent metallfreien Keramikimplantate mit Schraubverbindung gehören überwiegend Zahnärzte, Zahnlabore, Zahntechniker und Medizintechnikdistributoren.
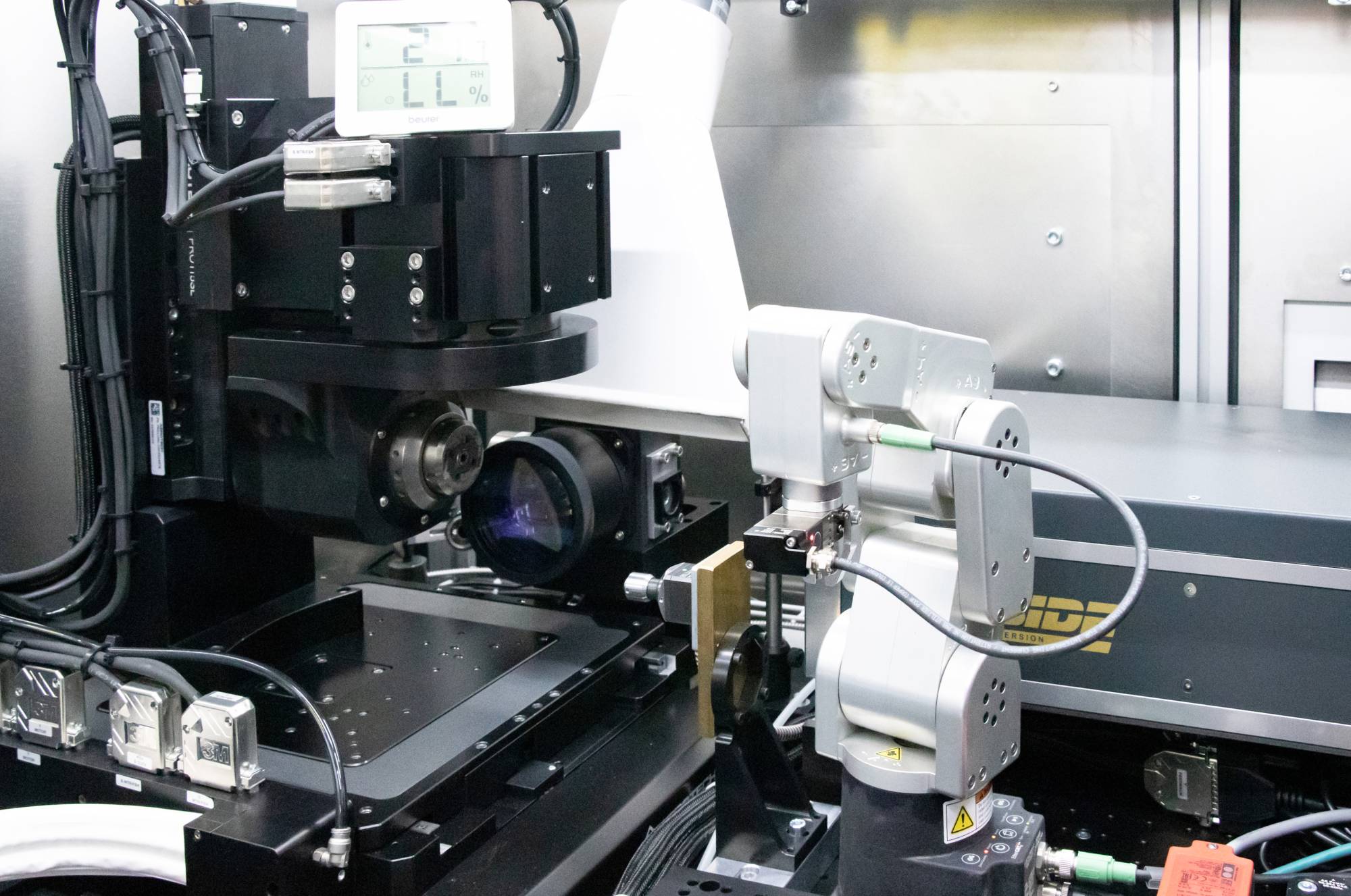
Zum Einsatz kommt ein kompaktes 7-Achs-System aus fünf Schwenkachsen und zwei optischen Achsen: Der Massenschwerpunkt ist exakt im Toolcenterbereich positioniert, wo ein Werkzeug mit integrierter Helixbewegung ausgelasert wird.

Philip Bolleter
CTO bei Dentalpoint
„Der Support von Aerotech war hervorragend, innerhalb von nur einer Woche war das neue Fertigungssystem startklar und musste nur noch an der einen oder anderen Stelle nachjustiert werden. “
Lasertechnologie im Einsatz
Prinzipiell bestehen die Implantate aus einer Wurzelschraube und einem Keramikaufsatz, den es in drei verschiedenen Standardgrößen bezüglich Durchmessern und Längen gibt. Die individuelle Anpassung erfolgt dann beim Zahntechniker bzw. Zahnarzt des Patienten. Das Zeramex XT-Keramikimplantat wird beispielsweise aus harten und gehippten Zirkondioxid-ATZ-Rohlingen hergestellt. Mit der hochfesten Keramik lassen sich hochpräzise Implantate und Abutments im Mikrometerbereich herstellen, sodass diese passgenau und spannungsfrei miteinander verbunden werden können. „Das Fertigungsverfahren ist recht aufwendig, setzt viel Know-how voraus und ermöglicht eine hohe Formgenauigkeit und Präzision bei der Implantateherstellung“, weiß CTO Philip Bolleter, seit den Gründungsjahren von Dentalpoint Leiter der Produktion wie auch von Forschung und Entwicklung.
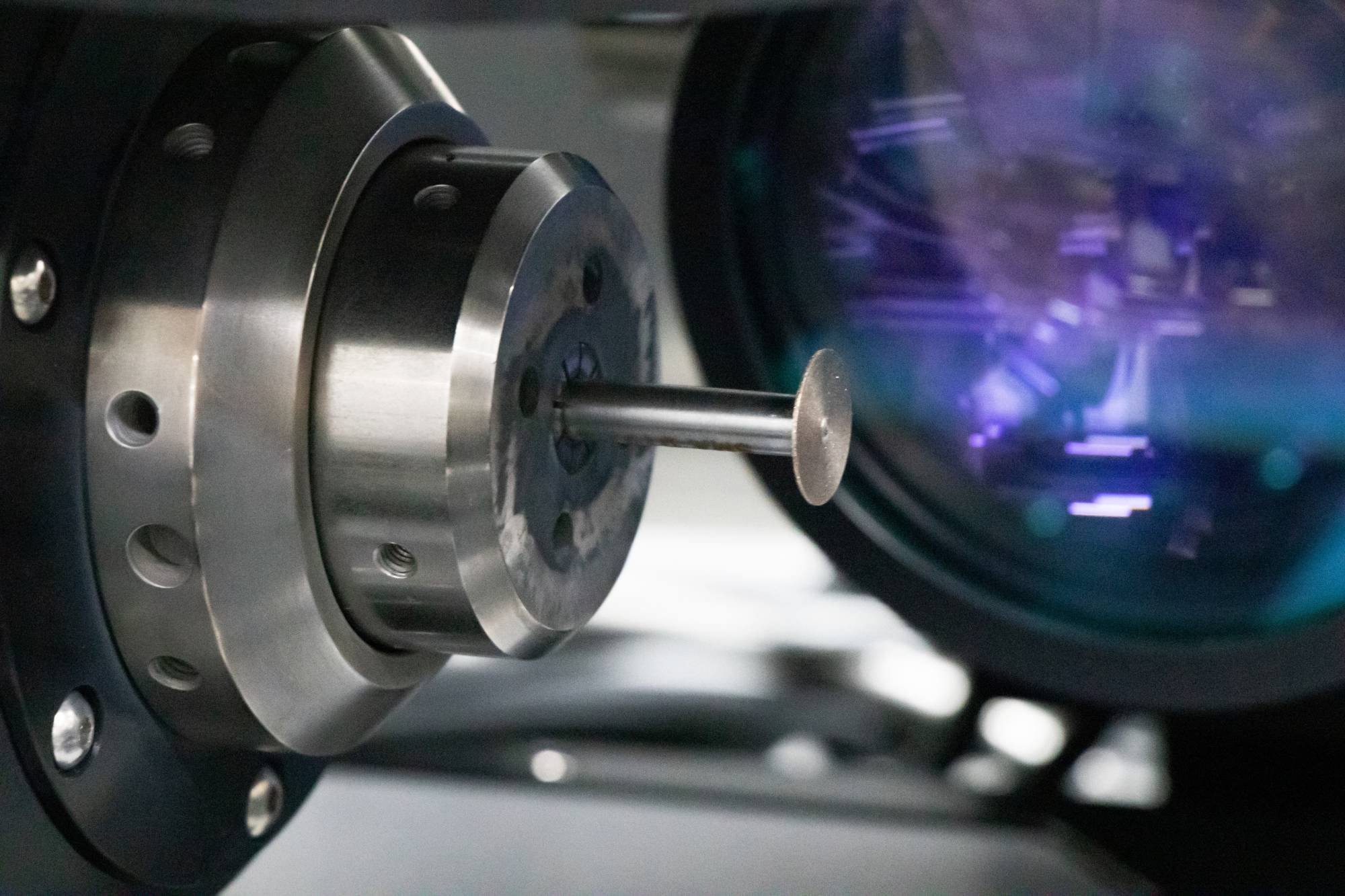
Gefertigt werden die Teile auf CNC-Maschinen mit Diamantschleifstiften in der Hartbearbeitung und die Schraubenform wird aus einem Rohling herausgearbeitet. Um die Implantate präzise fertigen zu können, benötigt der Medizintechnikhersteller extrem genaue Werkzeuge mit Toleranzen von weniger als 2 µm. Hierbei kommt moderne Lasertechnologie zum Einsatz. Zum einen werden damit Schleifstifte bearbeitet (Durchmesser von 0,5 bis 3 mm), profiliert, angepasst, abgelängt und strukturiert, andererseits auch kleine Schleifscheiben profiliert und abgerichtet, deren Rohlinge einen Durchmesser von bis 20 mm aufweisen bei einer Bearbeitungslänge von 1 bis 10 mm. Aber auch für Prototypen der Zahnimplantate und kleinere Stückzahlen wird die Laseranlage genutzt, wenn es sich nicht lohnt, damit auf die CNC-Maschine zu gehen. In der Halterung befindet sich der Rohling, aus dem dann entweder das Werkzeug oder das Implantat herausgelasert wird.
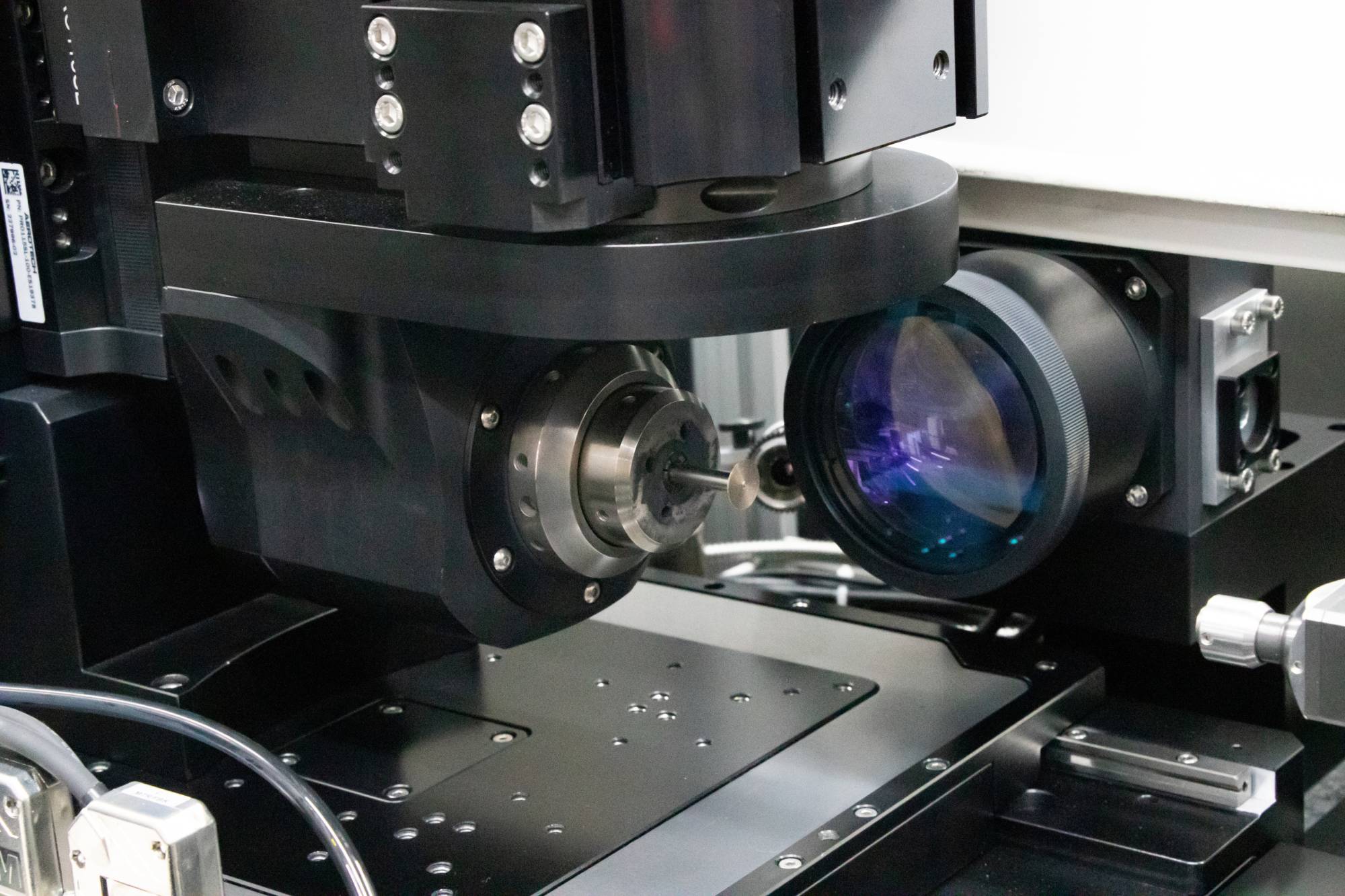
Alleinstellungsmerkmal Scanfeld: Der Laserstrahl wird seitlich geführt und die fünf mechanischen Schwenkachsen liegen horizontal auf der Grundplatte, wodurch das System hochkompakt ist.


Infos zum Anwender
Die in der Schweiz beheimatete Dentalpoint AG mit der Marke Zeramex ist Kompetenzzentrum für metallfreien Zahnersatz. Die deutsche CeramTec-Gruppe ist Eigentümer der Dentalpoint AG. Mit der Entwicklung einer bahnbrechenden Produktionstechnologie, die eine erhebliche Reduktion der Produktionskosten und Bearbeitungszeit bei einer gleichzeitig größeren Designfreiheit erlaubt, ist Dentalpoint in der Lage, die hochwertigen Titanimplantatdesigns der führenden Hersteller in Keramik zu produzieren.
Fertigungssystem mit Galvoscanner für die Mikrobearbeitung
„Wir legen besonderen Wert auf unsere Werkzeuge, denn je präziser wir diese fertigen, umso genauer lassen sich damit dann die Implantate herstellen“, verdeutlicht Bolleter. Deshalb hatte er sich bereits 2016 für eine Anlage von Aerotech entschieden. Der Hersteller ist bekannt für seine hochpräzisen Positioniersysteme mit integrierter Lasertechnologie. Bolleter erinnert sich noch genau an die ersten Gespräche mit Aerotech: „Wir besaßen keinerlei Erfahrung mit Lasertechnik und diese dann noch mit einem Fertigungssystem zu integrieren, bedeutete eine große Herausforderung. Uns war bewusst, dass es da keine Anlage mit integriertem Laser von der Stange gibt, trotzdem wollten wir einen Lieferanten, der möglichst ein breites Spektrum davon abdeckt.“
Um die Implantate präzise fertigen zu können, benötigt der Medizintechnikhersteller extrem genaue Werkzeuge mit Toleranzen von weniger als 2 µm. Hierbei kommt moderne Lasertechnologie zum Einsatz.
Integration von Handlingroboter und optischem Messsystem
Mit Aerotech fand man den passenden Systemintegrator, der die Idee der gewünschten Fertigungsanlage realisieren konnte. „CNC-Steuerung, Linearantriebe, Achsen, Galvoscanner für den Laser – alles war aus einem Guss und wirklich mit einem kompetenten Ansprechpartner“, blickt Bolleter zurück. Der komplette mechanische Teil mit Linearantrieb, Achsen und der Steuerungssoftware kam von Aerotech, das Gehäuse und die restliche Peripherie baute sich das Team um Philip Bolleter in Eigenregie zusammen. Außerdem wurde ein Handlingroboter integriert und andere Zusatzkomponenten wie etwa ein optisches Messsystem für die In-Prozessmessung. Von Vorteil dabei ist, dass sich dafür dieselbe Aerotech-Steuerung verwenden lässt. „Das war ein weiterer Pluspunkt für das Aerotech-System. Wir können uns damit in der Peripherie jederzeit erweitern, ohne neue Steuerungssoftware anschaffen zu müssen, beispielsweise wenn wir einen Profi-Bus oder eine zusätzliche Piezo-Achse einbinden wollen – wir sind damit absolut offen und überhaupt nicht eingeschränkt“, zeigt sich der CTO begeistert.

Möglichst viele Spindeln auf wenig Fläche, die Implantate werden auf kompakten CNC-Maschinen produziert.
Sieben Achsen für flexible Laserbearbeitung
Adrian Hunn, CEO von Dentalpoint, stellt fest, dass das gesteigerte Gesundheitsbewusstsein in der Bevölkerung derzeit zu einer erhöhten Nachfrage an Zeramex-Produkten führe. So seien neue Produkte wie etwa das Zeramex Small Base 3,5 mm Implantat gezielt auf die Kundenbedürfnisse hin entwickelt worden. Allerdings kam das eine Fertigungssystem dabei an seine Kapazitätsgrenzen. Seit März 2020 ist deshalb eine zweite Produktionsanlage von Aerotech im Einsatz, die seitdem sieben Tage die Woche rund um die Uhr durchlaufen kann. Die Erfahrungen mit dem ersten System, bei dem der Laser an einer Granitbrücke angebracht von oben strukturierte, flossen dabei in die Entwicklung mit ein. „Durch einen festen Scanner und einem beweglichen Bearbeitungsteil konnten wir die Anlage auf zirca ein Viertel der Grundfläche schrumpfen und dies bei höherem Durchsatz und besserer Qualität und Präzision“, präzisiert Bolleter. Deshalb entschied sich der Medizintechnikhersteller, ein neues System mit einem festen Strahlengang zu beauftragen.
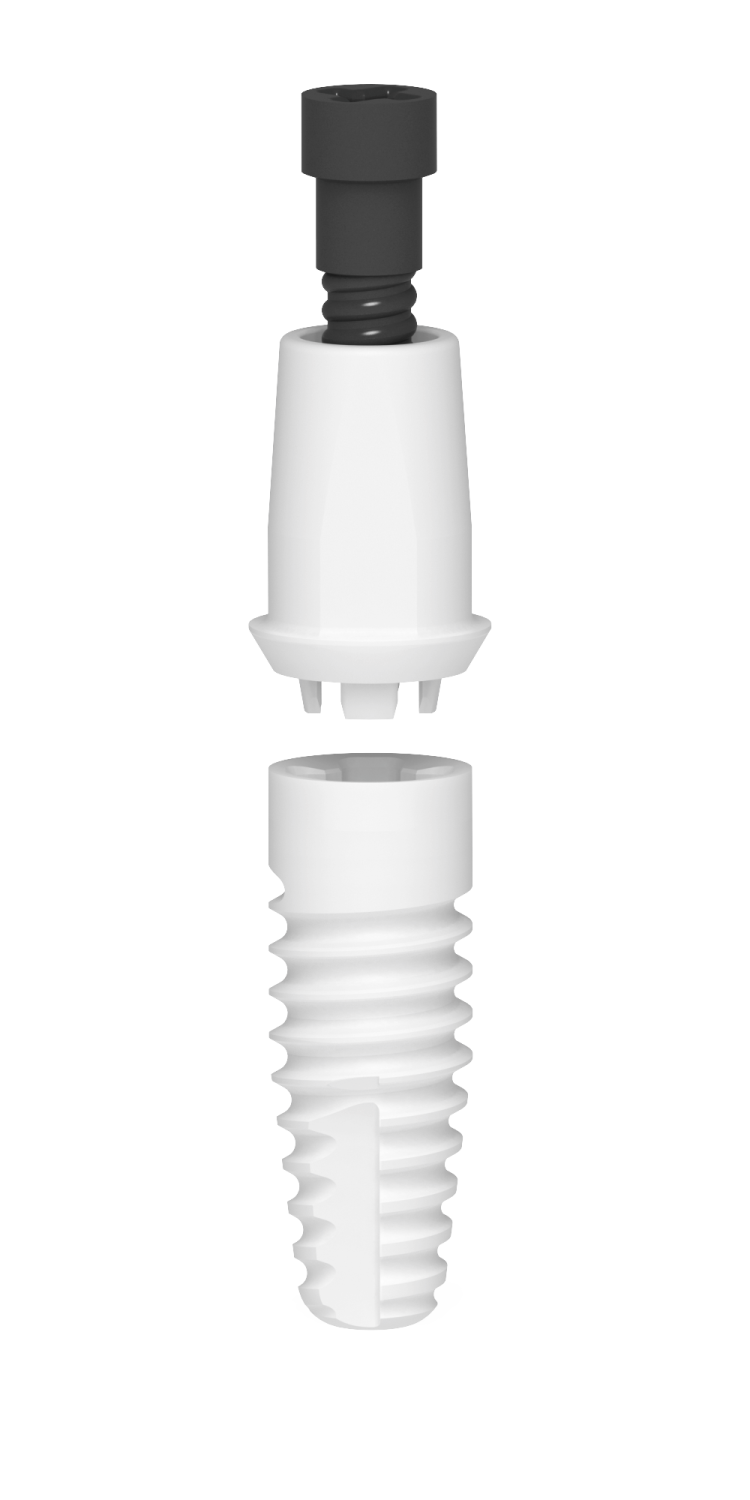
Das Zeramex XT Keramikimplantat gibt es mit drei verschiedenen Plattformen und Längen von 8, 10, 12 und 14 mm.
Steuerung für simultane Bewegungen
Hierbei ist der Galvoscanner mit dem Laser fix montiert und das zu bearbeitende Teil bewegt sich. Auf einer steifen Granitgrundplatte sind Achsen und Laserscanner fest verschraubt. Der Laserstrahl wird seitlich geführt und die fünf mechanischen Schwenkachsen liegen horizontal auf der Grundplatte, wodurch das System hochkompakt ist. Die Achsen sind auf die definierten Genauigkeitsanforderungen ausgelegt, so dass sich die Kinematik mit dem Laserstrahl exakt positionieren lässt. Mit der Aerotechsteuerung lassen sich alle sieben Achsen simultan bewegen. Die hohe Flexibilität bei der Bearbeitung von allen Seiten ist einzig durch das Spannmittel beschränkt. Die Herausforderung für Aerotech war dabei, einen festen Strahlengang zu realisieren, trotz der hohen Kompaktheit des ganzen Fertigungssystems. „Uns ging es wirklich um die Kompaktheit der Maschine bei Werkstücken von nur drei bis vier Gramm. Und obwohl das System nun sehr kompakt ist, bietet es dieselbe Leistungsfähigkeit bei gleich hoher Präzision und zudem einen besseren Durchsatz“, betont Bolleter. Das alte System benötigte auch wesentlich mehr Grundfläche, das neue passt quasi auf eine Europalette. „Ein weiterer Vorteil für uns ist es, dass das System mit 0,8 x 1,2 m mobil ist – es lässt sich mit einem Hubwagen flexibel innerhalb unserer Fertigung positionieren und Plug-and-play wieder in Betrieb nehmen“, detailliert Bolleter.

Die Keramik reagiert nicht mit dem umliegenden Gewebe und legt sich Entzündungsfrei daran an und verwächst damit.

Pionier bei zweiteiligen Keramikimplantaten: die Dentalpoint AG im Schweizerischen Spreitenbach produziert diese aus weißer leistungsstarker Keramik.
Bestückung mit Handlingroboter
Zur Bearbeitung eines Werkstücks wird das Fertigungssystem von einem Handlingroboter bestückt. Dieser übergibt das zu bearbeitende Teil an die pneumatischen Spannzangen und positioniert es grob zum Laserstrahl. Die Feinjustierung erfolgt dann über die beiden Optik-Justierachsen in einem Bereich von ein bis zwei mm. Die Bearbeitungszeit hängt davon ab, was bearbeitet wird und wie groß der Volumenabtrag ist. Muss nur eine Schleifscheibe profiliert oder abgerichtet werden, dauert das zwischen 10 bis 15 Minuten, hingegen benötigt das Lasern eines größeren Gewindeschleifstifts aus einem Rohteil rund 30 bis 45 Minuten.
Am zeitintensivsten ist die Prototypenfertigung, z. B. ein komplettes Implantat mit Außengewinde aus dem Keramikrohling. Tests und Prototypen werden tagsüber erledigt, damit die Anlage nachts und am Wochenende für die Werkzeugfertigung unterbrechungs- und störungsfrei durchlaufen kann. Um den Prozess remote zu überwachen, wurde zusätzlich ein Kamerasystem installiert.
„Das neue System ist so ausgelegt, dass wir durchaus noch Kapazitäten offen haben. Mit dem Betrieb der beiden Aerotech-Anlagen haben wir jetzt noch ausreichend Reserven, um die wachsende Nachfrage an Keramikimplantaten in der Zahnmedizin abdecken zu können“, resümiert Philip Bolleter.
Messe SPS: Halle 3, Stand 347
Teilen: · · Zur Merkliste