interview
Ökologisch wie ökonomisch – der Clou liegt in Drive Systems von Lenze
Aktuelle Energiepreiserhöhungen fordern die produzierende Industrie – zumindest in Europa – in all ihren Facetten sich mit den Themen Nachhaltigkeit und Energieeffizienz auseinanderzusetzen. Unter dem Aspekt, dass Antriebssysteme 70 Prozent des industriellen Strombedarfs in produzierenden Betrieben verantworten, hat x-technik im Gespräch mit DI Frank Maier, Technologievorstand (CTO) für die Bereiche Entwicklung, Forschung und Innovation der Lenze SE, erörtert, was Industrieunternehmen tun können, um der momentanen Energiekrise standzuhalten und künftige Nachhaltigkeit zu erlangen.

Das Lenze Drive Solution Designer-Angebot (DSD) hat sich über die Jahre zu einem sehr ausgefuchsten Tool entwickelt, das Applikationen u. a. auch hinsichtlich ihres Energieverbrauchs optimiert. Es macht Energiesparpotenziale auf einen Blick sichtbar und dokumentiert diese im Energiepass. DI Frank Maier, CTO der Lenze SE
Die nachhaltige bzw. energieeffiziente Betreibung von Produktionsanlagen hat aktuell eine enorm hohe Bedeutung. Was denken Sie, Herr Maier, fällt im Lebenszyklus einer Maschine höher aus: Sind es die Anschaffungs- oder die Energiekosten?
Am besten ist diese Frage anhand einer Applikation aus unserem eigenen Haus darzustellen. Nehmen wir eine vor zwei Jahren von Lenze angeschaffte Schleifmaschine als Beispiel. Diese Maschine hat ca. 1,1 Mio. Euro gekostet und wird von uns im Hochleistungsbetrieb, also 18-schichtig – heißt an sechs Tagen pro Woche mit je drei Schichten, gefahren – das macht knapp 7.500 Stunden pro Jahr, wobei die Maschine 40 kW pro Stunde benötigt. Im Jahr 2022 lag dazu der Energiepreis noch bei ca. 7,- Cent pro kWh. 2023 sieht die Preisentwicklung, unter der von der deutschen Regierung mit einberechneten Strom- und Gaspreisbremse, eine Erhöhung auf 28,- Cent pro kWh vor – das ist eine Preissteigerung um den Faktor 4. Wenn wir nun die Maschine ca. 20 Jahre im Hochleistungsbetrieb fahren, dann ergibt dies derzeit Betreibungskosten von knapp 1,7 Mio. Euro.
Nimmt man nun die Energiepreise von 2022 als Berechnungsgrundlage für das Betreiben einer Maschine an, dann würden die schlussendlichen Energiekosten nach 20 Jahren bei lediglich 420.000 Euro liegen. Somit liegt klar auf der Hand, dass selbst bei einer Maschine der jüngsten Generation, unter Nutzung sämtlicher energietechnischen Einsparungsmöglichkeiten, die aktuellen Energiekosten wesentlich höher als der Anschaffungswert ausfallen.

Lenze zollt ja bereits seit vielen Jahren bei der Entwicklung seiner Antriebstechnologien dem Thema Energieeffizienz größte Beachtung. Auf welchen Pfeilern beruht die Lenze Energiesparstrategie?
Nun, unsere drei Säulen zur energieeffizienten Betreibung von Maschinen bieten wir bereits seit über zehn Jahren an. Damals hat das kaum jemanden interessiert. Doch aktuell stellen wir fest, dass unsere damalig entwickelte Strategie dazu auch noch heute umfänglich Geltung hat.
Dahingehend fangen wir mal grundsätzlich bei einer intelligenten Bewegungsführung an. Was heißt, dass man auf direktem Weg von A nach B effizienter fährt, als wenn man z. B. drei Mal im Kreis fährt. Dieser Hebel ist ohne Frage die effizienteste Energiesparmethode auf der Antriebsebene – und diese lässt sich über das Engineering optimieren.
Die nächste Säule bezieht sich auf intelligente Komponenten, wie beispielweise energieeffiziente Motoren. Und der dritte Eckpfeiler begründet sich in der Energierückspeisung in ein Netz oder in ein Supercap (Superkondensator) als Akku-Alternative oder allgemeiner im gezielten Einsatz von Energiespeichern.
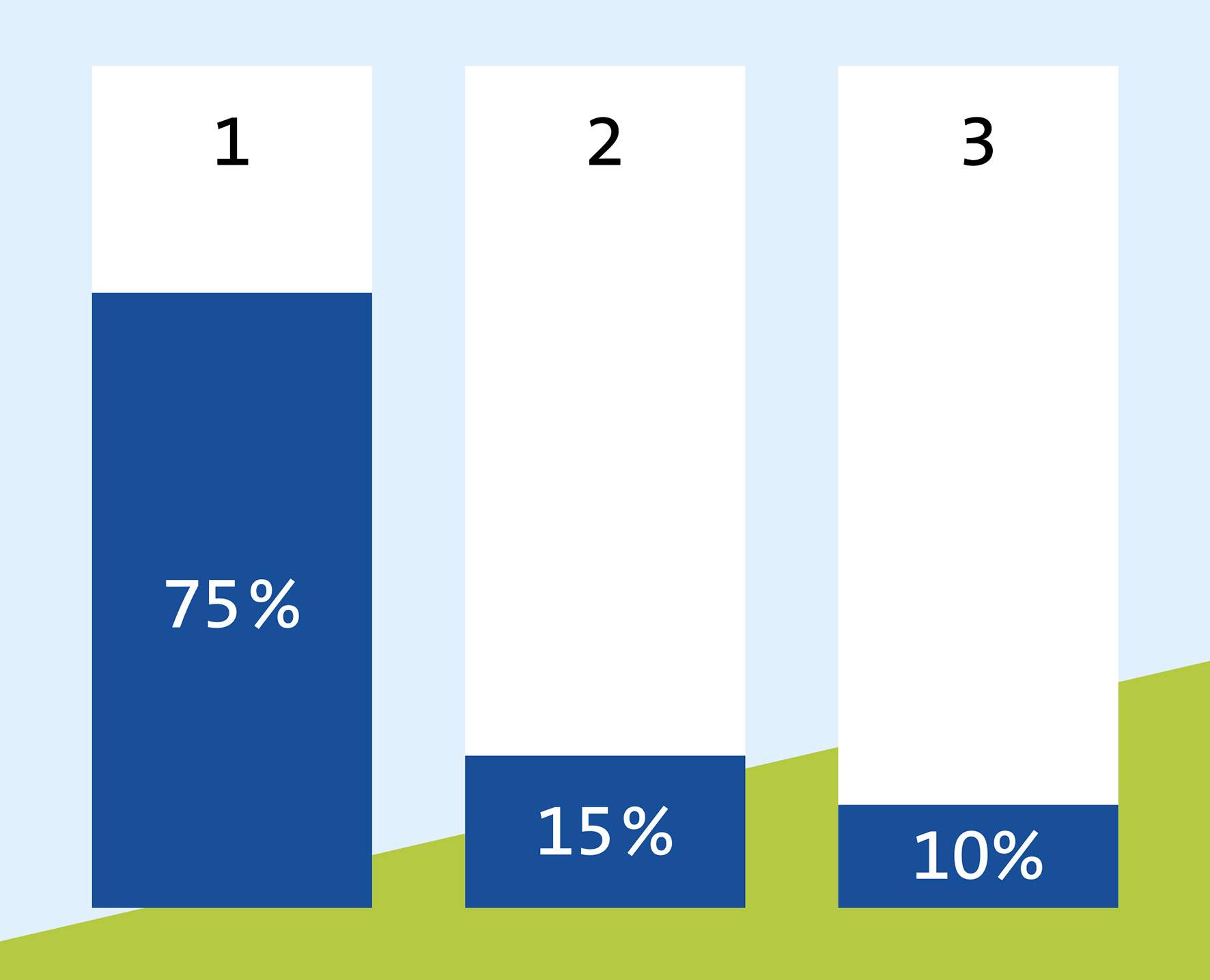
Die Lenze Energieeffizienzstrategie: Größtes Potenzial bildet die effiziente, am Prozessbedarf orientierte Antriebsauslegung. Effiziente Komponenten schaffen mit 15 %eine weitere Einsparung. Bis zu 10 % Energie können per Rückspeisung von Bremsenergie eingespart werden.
Was versteht man im Detail unter gezielter Energierückspeisung?
Derzeit ist es ja so, dass man für eine Energierückspeisung in das jeweilig genutzte Netz eine Vergütung erhält – die sich allerdings nicht wirklich rechnet. Somit gehen manche Betriebe dazu über, die Rückspeisung ins Netz zu vermeiden, indem sie die Energie tatsächlich im System des Unternehmens halten. Dazu gibt es zwei Wege. Ersterer heißt, Energiespeicher z. B. per Supercaps dazu zu bauen.
Der zweite Ansatz – wird in Deutschland hauptsächlich vom Verband ZVEI vorangetrieben – nennt sich DC-Industrie. Dort wird das übliche AC-Drehstromnetz durch eine Gleichspannung ersetzt, also wir dehnen den in der Antriebstechnik seit langem wohlbekannten Zwischenkreisverbund über die ganze Fabrik aus. Der Clou daran ist, dass damit ein Energieaustausch z. B. zwischen den Antriebsachsen erfolgen kann, also eine Achse, die gerade im generatorischen Betrieb läuft, stellt die Bremsenergie einer motorisch laufenden Achse zur Verfügung. Das ist, wie schon gesagt, in der Industrie nichts grundsätzlich Neues und der Weg DC-Industrie sagt auch nichts anderes, dehnt den Ansatz jedoch über eine ganze Fabrik hinweg aus.
Es gibt schon eine Reihe von Modellanlagen, die zeigen, dass der Ansatz DC-Industrie neben einer Verbesserung der Energieeffizienz auch eine signifikante Reduzierung der Anschlussleistung erreicht, die ja auch einen erheblichen Kostentreiber darstellt. Die Peaks (Spitzenwerte) des Energiebedarfs werden jetzt nicht mehr direkt dem Netz (AC-Power/Wechselstrom aus der „Steckdose“) sondern dem gigantischen Speicher des DC-Verbunds (Gleichstrom wie aus einer Batterie oder einem Akku) entnommen. Ein zweiter wesentlicher Vorteil ergibt sich daraus, dass an vielen Stellen die AC/DC-Konversion und die entsprechenden Filter nicht mehr benötigt werden, was die Ressourcen auf der Materialseite-Kosten reduziert.

Mit dem Drive Solution Designer (DSD) unterstützt Lenze seine Kunden bei der Findung der effizientesten Antriebsauslegung. U. a. macht es Energiesparpotenziale auf einen Blick sichtbar und dokumentiert diese im Energiepass.
Inwiefern senkt die AC/DC-Vermeidung Ressourcekosten?
Heute ist es so, dass man nicht nur den Energieverbrauch in der Produktion von Leistungen und Gütern betrachtet, sondern im Hinblick der Nachhaltigkeit auch die gesamten Entstehungskosten eines Produktlebenszyklus einberechnet. Wenn wir über die nachhaltige Fabrik reden, dann reden wir gerne über den eigenen CO₂-Footprint, wir reden über die Versorgung mit „grünem“, also regenerativ erzeugten Strom, und wir reden darüber, unsere Kunden mit hocheffizienten Produkten zu versorgen, um ihnen zu helfen, ihren CO₂Footprint zu reduzieren. Wir vergessen dabei aber gelegentlich, über die gesamte Lieferkette nachzudenken, die ja bis in die Bergwerke reicht.
Bleiben wir bei unserem Beispiel DC-Industrie. Beim Betrieb in einem AC-Netz macht ein Frequenzumrichter nichts anderes, als die AC-Spannung zunächst gleichzurichten, um sie dann wieder in eine andere Frequenz zu zerhacken, die man für die richtige Drehzahl des Motors benötigt. Ist man allerdings bereits auf DC, dann spart man sich diese Gleichrichtung, man macht es genau einmal am Werkseingang mit einem großen Filter. Im Werk reduziert sich der Verdrahtungs- und Filteraufwand, und damit der Kupferaufwand, enorm – also spart es Material und den Aufwand, dieses Material zu fördern und zu bearbeiten.
Nehmen wir als anderes Beispiel einen hocheffizienten Motor. Die beste Effizienz erreichen wir mit permanenterregten Synchronmotoren, IE5 oder noch höhere Wirkungsgrade sind eigentlich nur so zu erreichen. Im Betrieb sind sie unschlagbar „grün“. Wie der Name schon sagt, benötigt ein solcher Motor aber Magnete und damit seltene Erden. Schaut man sich den Prozess für Gewinnung und Verarbeitung dieser Ressourcen an, dann trübt sich das „grüne“ Bild. Schauen wir dazu beispielsweise nach China, wo die größte Anlage zur Gewinnung seltener Erden steht, direkt neben dem Bergwerk in der inneren Mongolei. Pro Tonne hergestellter seltene Erden-Oxide entstehen sage und schreibe 38 Tonnen CO₂ – damit einhergehend 2.000 Tonnen ausgeschwemmter Schlamm, 200 Kubikmeter säurehaltige Flüssigkeit und 1,4 Tonnen radioaktiver Abfall! Für eine wirklich nachhaltige Industrie müssen wir also auch diesen Teil unserer Lieferkette ökologisch in den Griff bekommen.
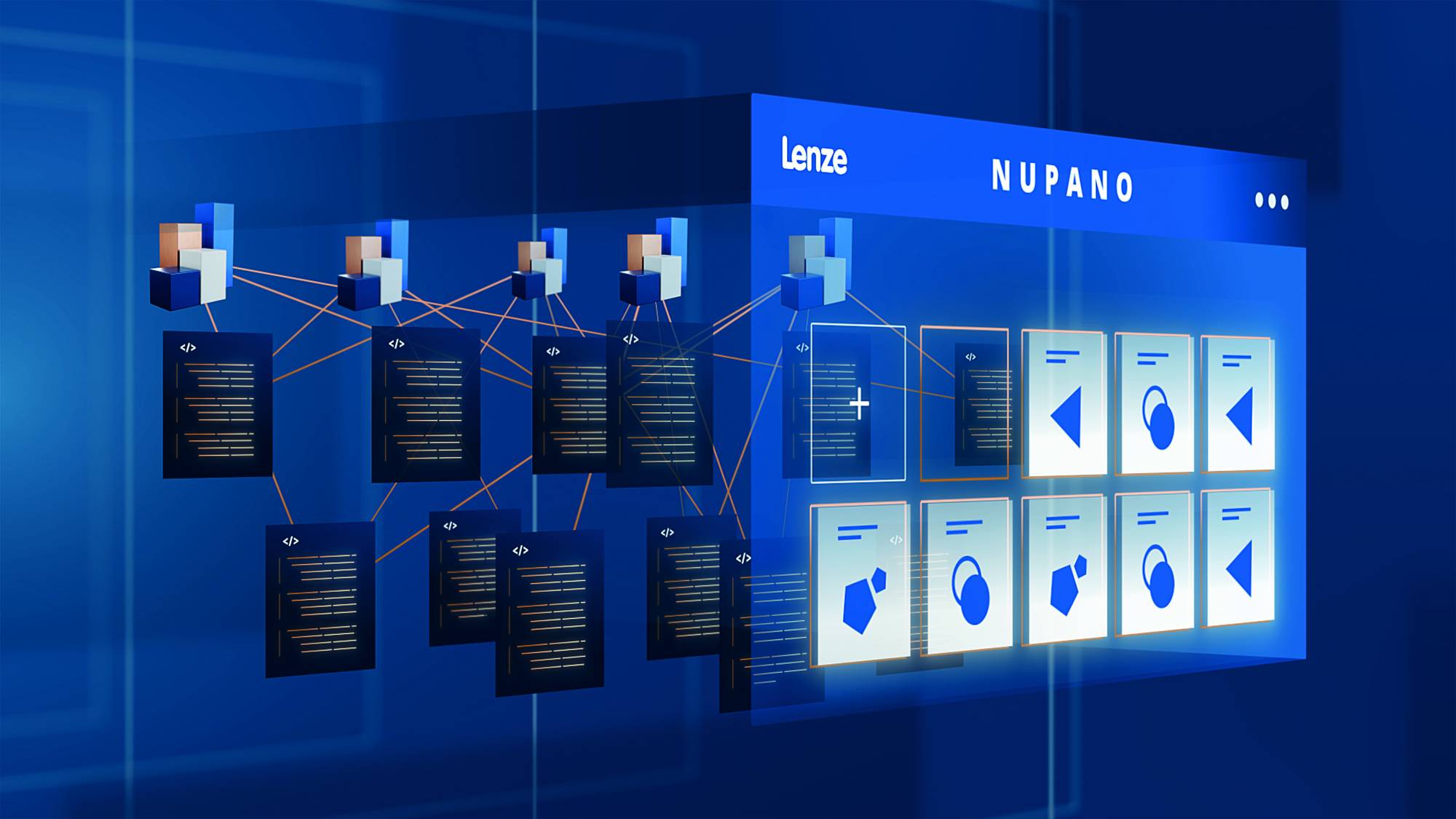
Mit NUPANO überführt Lenze die Welt der Real Time auf der Maschine in die modernere IT-Softwarewelt.
Das bedeutet doch, wir müssen die richtige Balance zwischen der CO₂-Bilanz der Lieferkette, der eigenen Produktion und dem Betrieb bei Kunden finden?
Genau. Solange es noch nicht realistisch ist, dass der gesamte Lebenszyklus eines Produkts vom Bergwerk bis zur Verschrottung CO₂-neutral gestaltet werden kann – und ich fürchte, das wird noch eine ganze Weile dauern –, müssen wir die richtigen Kompromisse suchen und finden. Um den Kreis wieder zu schließen: Daher ist uns auch die erste Säule der Energieeffizienz, die richtige effiziente Motorauslegung und Bewegungsführung als ein weiterer Hebel zu mehr Umweltverträglichkeit so wichtig.
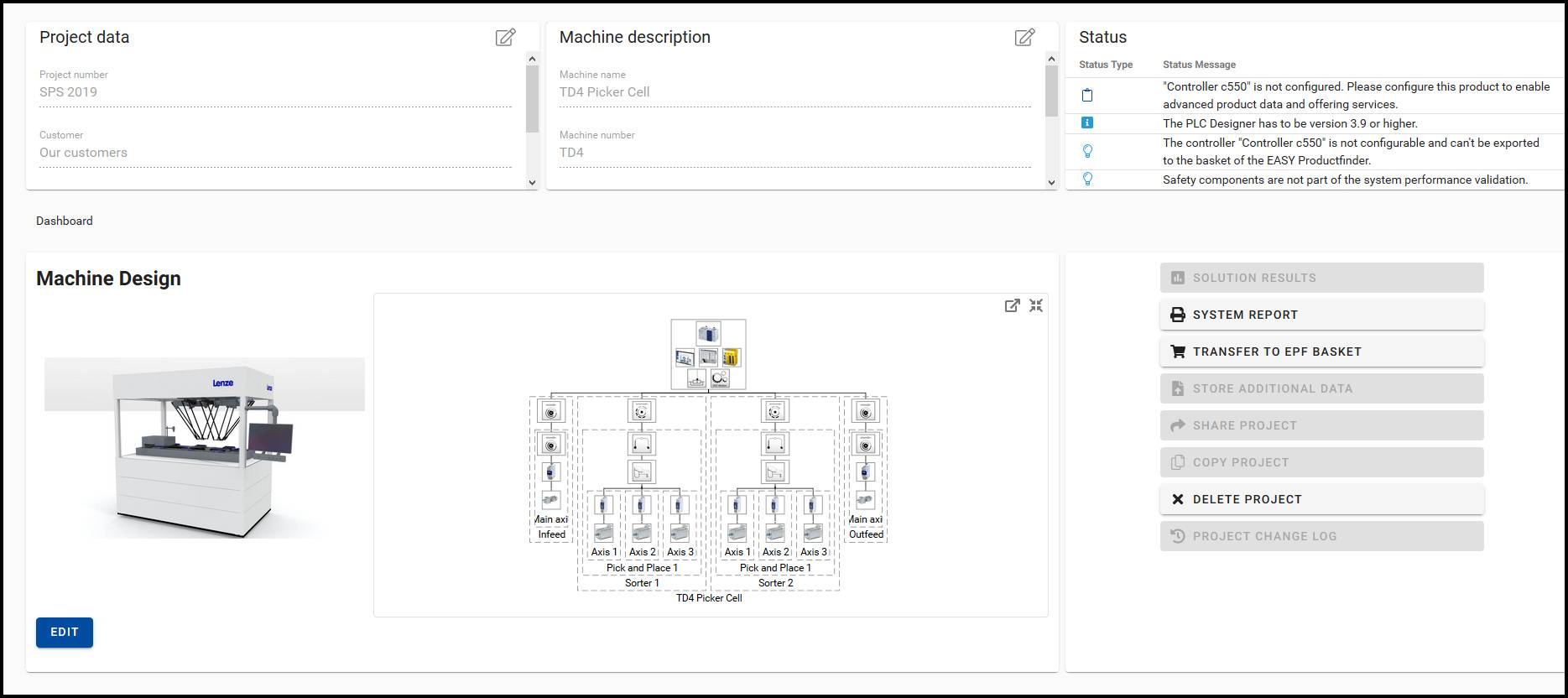
Mit dem Tool „Easy System Designer“ (ESD) können komplette Topologien von Automatisierungslösungen modelliert werden. Die Funktionalität des DSD für den einzelnen Antriebsstrang wird in dieses Tool integriert. Damit kann das Verhalten eines permanenterregten Motors im Vergleich zum Asynchronmotor im Anlauf, im Teillast- und im Volllastbetrieb, noch besser auf komplexen Maschinen abgebildet werden.
Vielen Dank für das Stichwort, Herr Maier. Mit dem Drive Solution Designer (DSD) unterstützt Lenze ja schon seit vielen Jahren seine Kunden bei der Findung der effizientesten Antriebsauslegung …
Ganz genau – unser Antriebsauslegungstool, das wir mit unserer Tochterfirma encoway entwickelt haben, bieten wir unseren Kunden schon seit mehr als 20 Jahren an. By the way, für diese Software erhielten wir schon im Jahr 2001 von der „American Association for Artificial Intelligence“ den renommierten Preis „Applied Artificial Intelligence“ auf Augenhöhe mit dem IBM Watson, was uns sehr stolz macht!
Hintergrund für den Preis war, dass die Software ein Stück weit auf KI-Basis, in diesem Fall auf einem Expertensystem, beruht, um für eine Maschinenanwendung den richtigen Antrieb zu finden. Der Kunde beschreibt die Anwendung mit ihren jeweiligen Parametern, also z. B. einen Förderantrieb mit Geschwindigkeit, Masse des Fördergutes, Reibung, Steigungswinkel der Strecke, … und die SW konfiguriert darauf den geeigneten Antriebsstrang aus Getriebemotor und Regler.
Lenze-Kunden können demnach sämtliche Parameter ihrer Applikationen im DSD eingeben und die Software schlägt dazu dann verschiedene passende Antriebsvarianten vor?
Exakt! Das DSD hat sich mittlerweile über die Jahre zu einem sehr ausgefuchsten Tool entwickelt, das, nicht zu vergessen, Applikationen u. a. auch hinsichtlich ihres Energieverbrauchs optimiert. Es macht Energiesparpotenziale auf einen Blick sichtbar und dokumentiert diese im Energiepass. Und selbst ein nachvollziehbarer Vergleich verschiedener Lösungen zu einer Applikation ist recht einfach möglich. Demnach erfolgen die passenden Antriebsauslegungen auf Basis von Berechnungen individueller Prozessdaten und Geschwindigkeitsprofilen – wobei die komplette Antriebsstruktur der Maschinenbedarfe berücksichtigt wird.
Mittlerweile empfiehlt ja der Gesetzgeber mittels Ökodesign-Richtlinien Mindestanforderungen bezüglich der Energieeffizienz von Maschinen bzw. Motoren. Können diese beispielsweise mit Hilfe des DSD noch getoppt werden?
Wir gehen hier den nächsten Schritt mit unserem Tool „Easy System Designer“ kurz ESD, mit dem wir komplette Topologien von Automatisierungslösungen modellieren können, die Funktionalität des DSD für den einzelnen Antriebsstrang wird in dieses Tool integriert. Damit können wir dann unser antriebstechnisches Know-how, also z. B. eben das Verhalten eines permanenterregten Motors im Vergleich zum Asynchronmotor im Anlauf, im Teillast- und im Volllastbetrieb, noch besser auf komplexe Maschinen abbilden. So lassen sich mit ziemlicher Sicherheit die Mindestanforderungen der Ökodesign-Empfehlungen toppen. Auf alle Fälle kann man bei größeren Produktionsanlagen mit Hilfe derartiger Tools eine Performancesteigerung zwischen geschätzt 10 und 30 Prozent erreichen. Und auch das ist bei den derzeitig steigenden Energiekosten ein beachtlicher Faktor.
Wenn wir schon beim Thema sind – welche energiesparenden Antriebstechnologien bietet Lenze aktuell?
Nun, mit unseren Drehstrommotoren m550 erfüllen wir schon heute alle aktuellen und bekannten geplanten Energieeffizienz-Vorschriften – wie die Wirkungsgradklassen IE2 und IE3. Kombiniert man diese mit den g500 Stirnrad-, Flach- oder Kegelradgetrieben mit hohem Wirkungsgrad sowie einem der i550 Frequenzumrichter, erhält man ein energieeffizientes Antriebspaket, mit dem erste Einsparpotenziale realisiert werden können, wohlgemerkt in Kombination mit der richtigen Auslegung über unsere Tools, um dadurch auch jede Überdimensionierung zu vermeiden.
Inwiefern spielte in der Vergangenheit und aktuell der Bedarf der rückspeisenden Energie bei diesen Antriebskomponenten eine Rolle bei euren Kunden?
Ganz ehrlich, vor der Energiekrise hat das eigentlich keinen OEM oder Produzenten interessiert. Rückspeiser bieten wir schon seit 20 Jahren an – wir hatten schon einen als Teil der Umrichter-Familie 9300, die wir in den 90er-Jahren eingeführt haben. Das war eine super-erfolgreiche Produktfamilie, nur von der Rückspeiseeinheit haben wir praktisch so gut wie nichts verkauft, da diese Lösung im Verhältnis zu ein paar Cent eingesparter Energiekosten ökonomisch nicht rentabel war. Gekauft haben das damals nur einige wenige Kunden, die schon immer eine grüne Image-Strategie verfolgten oder einen enorm hohen Strombedarf hatten.
Heute sieht das allerdings anders aus. Der aktuelle Rückspeiser r700 erfährt zusehends mehr Interesse bei unseren Kunden. Und unser neuester dezentraler Frequenzumrichter, der i550 motec, den wir im Herbst 2022 auf den Markt gebracht haben, spielt alle energieeffizienten Stückerl, die man sich heute wünschen kann. Diese FUs haben einen Rückspeiser bereits an Bord. Deswegen braucht man im normal laufenden Betrieb keinen Bremswiderstand mehr – maximal für einen Not-Halt wird eventuell ein geringer Aufwand an Bremswiderstand nötig. Die rückspeisende Energie geht somit in das Drehstromnetz, an das der motec angedockt ist.
Besonders die Maschinenbauer und -betreiber aus der Intralogistik, aber auch aus der Automobil- wie aus der Konsumgüterindustrie greifen mittlerweile sehr gern zum Einsatz dieses neuen FUs.
Hat man mit dem motec auch die Möglichkeit, evtl. ein Condition Monitoring zu betreiben?
Gut, dass Sie darauf zu sprechen kommen. Jeder Frequenzumrichter ist eine wahre Goldgrube an Daten, die man zur Überwachung des Zustandes des gesamten Antriebsstranges nutzen kann, ohne zusätzliche Sensorik. Wenn man diese Daten ausliest, z. B. in den Lenze DataHub, und daraus die richtigen Informationen ableitet (eine weitere Lenze-Kompetenz), dann ist man „schon“ beim Condition Monitoring. Wenn man darüber hinaus noch Prognosefähigkeiten dazu baut, dann sprechen wir gerne von Preventive Maintenance.
Und wie sieht es mit weiteren Lenze-Innovationen aus?
Tja, da gibt es noch einige Konzepte, an denen wir arbeiten. Ein Beispiel wäre: Positioniertechnik ohne Geber zu ermöglichen, ganz gemäß dem Gedanken „den besten CO₂-Footprint hat eine Komponente, die man nicht mehr braucht“. Für High-End-Anwendungen wird man immer einen Geber brauchen, aber für einfache Positionierapplikationen wird man sich den Geber über kurz oder lang sparen können.
In der Vergangenheit waren ja überdimensionierte Komponenten ein „Vorsorge-Thema“ im Maschinenbau und bei deren Betreibern. Lassen sich derartige „Sünden“ im Nachhinein bezüglich eines Energiespargedankens überhaupt reparieren?
Also bei bestehenden älteren Anlagen wird man über ein klassisches Retrofit, das heißt über einen kompletten Antriebsaustausch, nicht herumkommen. Bei jüngeren Anlagen lässt sich so manches durch reines Engineering, beispielsweise eine verbesserte Bewegungsführung, erreichen. Eingriffe in die Antriebsparametrierung und in die Steuerung werden aber auch da notwendig sein. In Anbetracht der hohen Energiekosten sicherlich dennoch eine rentable Maßnahme.
Was denken Sie, können Digitalisierungs- und KI-Methoden einen Beitrag zu erhöhter Energieeffizienz leisten?
Na klar, einen Teil davon haben wir ja schon diskutiert. Die Nutzung von Tools wie dem ESD basiert ja auf Digitalisierungs- und KI-Methoden. Sie führt zu einem intelligenteren Design der Maschine und optimiert somit quasi den Energieverbrauch, und das bereits ohne die Daten der Antriebswelt im Betrieb zu nutzen.
Einen noch höheren Effekt erzielt man allerdings unter Einbeziehung der Drive-Daten im Betrieb über eine ganze Anlage hinweg. Denn damit lassen sich per Digitalisierungs- und KI-Methoden automatisiert Entscheidungen in Echtzeit treffen, die beispielsweise die Optimierung des Fertigungsprozesses oder die Abschaltung von Maschinenteilen bei deren Nichtgebrauch betreffen. Mit dieser über der Anlage liegenden Intelligenz ist man in der Lage, stets am effektivsten und effizientesten Level zu fahren – und das über den gesamten Produktionsprozess bis hinein zur Auslieferung.
Stellt dazu Lenzes neue Automatisierungsplattform NUPANO eventuell auch eine Hilfe dar? Diese verbindet ja die beiden Welten von IT und OT.
Das vermuten Sie richtig, denn am Ende des Tages ist NUPANO nur die Antwort auf die Frage, wo man die zusätzliche Intelligenz in der Anlage rein baut – macht man das oberhalb in einer Cloud oder macht man es direkt auf der Maschine bzw. Anlage? Mit NUPANO können Maschinen- und Anlagenbauer das Zusammenwachsen von OT auf der Steuerungsebene einer Maschine mit den vielen Möglichkeiten moderner IT voll ausnutzen. Denn auf der Automatisierungsplattform findet sich jetzt beides: die Applikationen und die Übersicht der Maschinen als Digitale Zwillinge. Und das kann natürlich auch die effiziente Nutzung von Energie beeinflussen – wenn man so will.
Als Fazit denke ich, müssen wir unsere Welt der Real Time auf der Maschine in die modernere IT-Softwarewelt überführen – und das schaffen wir mit NUPANO.
Teilen: · · Zur Merkliste