anwenderreportage
Automatisch lunkerfrei und rückverfolgbar
Vollautomatische Lunkerprüfung mit Laser-Teilecodierung kombiniert: Als einer der größten Hersteller im deutschsprachigen Raum produziert Gruber & Kaja bearbeitete Aluminium-Druckgussteile für die Automobilindustrie. Diese müssen höchsten Anforderungen in Bezug auf Qualität und Langlebigkeit genügen. Dazu gehören Lunker-freie Dichtflächen. Diese wurden bisher per visueller Kontrolle sichergestellt, denn der Vorgang galt lange Zeit als nicht automatisierbar. Eine Lösung von Autforce erledigt sowohl die Lunkerprüfung als auch die Laser-Codierung der Bauteile. Vollautomatisch und im knappen Fertigungstakt der Dichtflansch-Produktionslinie, in die sie nahtlos eingebunden ist, erhalten die Teile eine Laser-Codierung. So ist alles rückverfolgbar und der nächste Produktionsschritt erfolgt auf Basis gültiger Informationen. Der Anwender profitiert von erhöhter Wirtschaftlichkeit und gesteigerter Prozesssicherheit der Produktion.

Sechs industrielle 8MP-Kameras mit speziellen Objektiven liefern die Bilder, die der Bildverarbeitungsrechner pixelgenau zu einem Gesamtbild zusammenfügt und auswertet.
Infos zum Anwender
Gruber & Kaja ist auf Druckgusstechnik spezialisiert. Als erfahrener Berater, wenn es um die Entwicklung von Teilen, Komponenten und Modulen geht, sichern Fachkräfte für Fertigungs- und Prozesstechnologien durch ihre langjährige Erfahrung die Herstellung von funktionalen und wirtschaftlichen Endprodukten. Die von Gruber & Kaja gefertigten Gussteile zeichnen sich durch hohe Maßgenauigkeit aus. Das Unternehmen garantiert ein umfassendes Qualitätsmanagment von der Produktentwicklung bis zur Serienreife mit höchstmöglicher Fertigungsreife.
Wenn Ihr PKW von Volkswagen, Audi oder BMW stammt, enthält er wahrscheinlich Aluminium-Druckgussteile, die von Gruber & Kaja High Tech Metals GmbH gegossen und bearbeitet wurden. Das Mitgliedsunternehmen der HTI High Tech Industries AG versteht sich als innovativer Anbieter automobiler Aluminium-Bauteile bis 10 kg Stückgewicht mit einem hohen technologischen Niveau. Gruber & Kaja gehört zu den bedeutendsten Lieferanten komplex geformter, druckdichter und qualitativ hochwertiger Gusskomponenten im deutschsprachigen Raum. Dabei reicht die Zusammenarbeit mit der Automobil- und Zulieferindustrie von der Prototypenentwicklung bis zur Großserienherstellung.
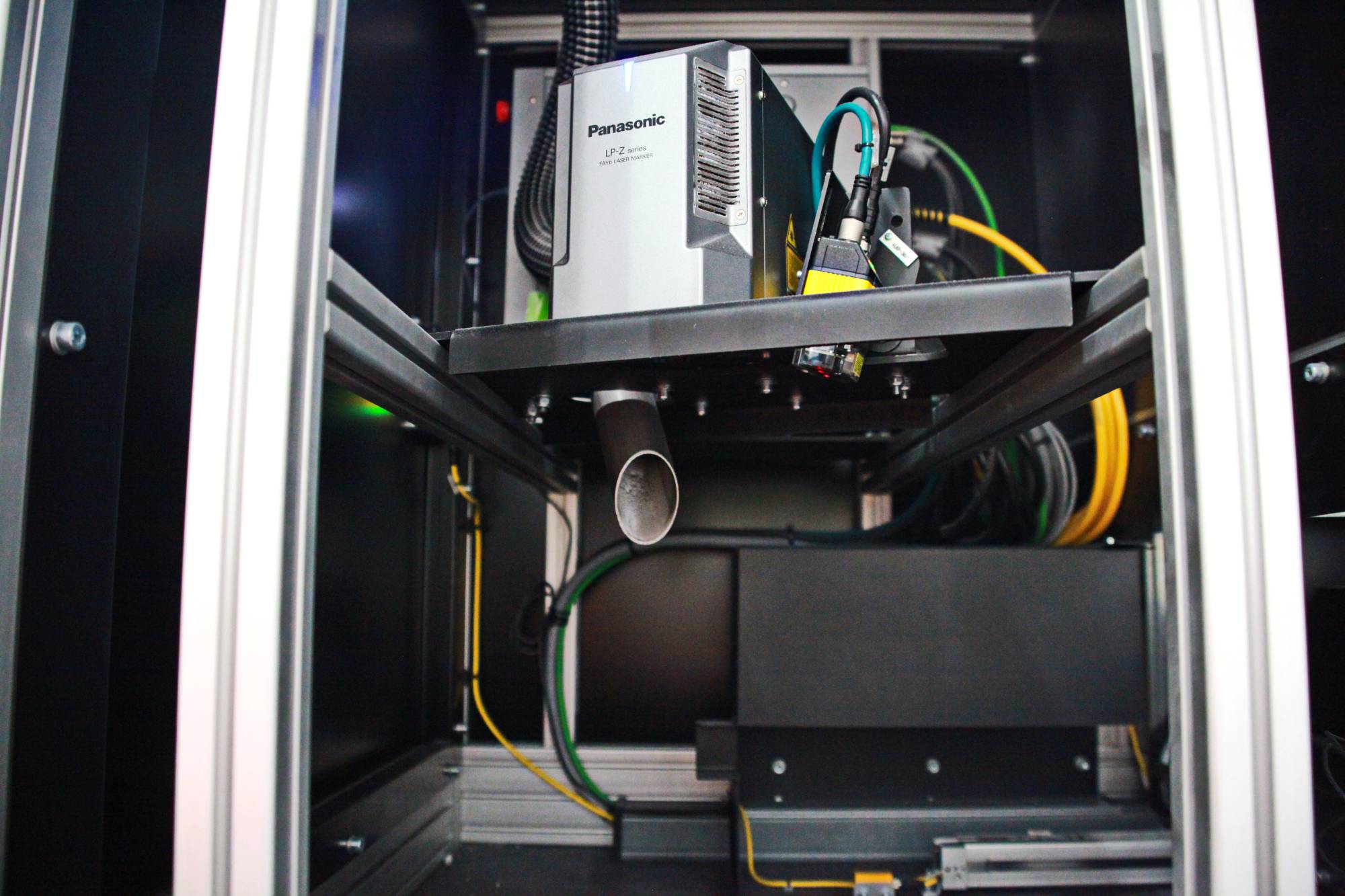
Nach erfolgter Lunkerprüfung erfolgt die Lasermarkierung einschließlich Validierung der Codequalität.
Qualitätskriterium Lunkerfreiheit
Qualität und Langlebigkeit der Produkte sind wesentliche Erfolgsfaktoren des Unternehmens, denn an diese legt die Automobilindustrie strengste Maßstäbe an. Zulieferer kommen nur zum Zuge, wenn diese Ansprüche durch hohe Prozess-Stabilität sicher gewährleistet werden können. Zu den wesentlichen Qualitätskriterien bei Gussteilen gehört die Abwesenheit von Hohlräumen, die durch das Schwinden des Werkstoffvolumens bei der Abkühlung und Erstarrung der Schmelze entstehen können. „Diese sogenannten Lunker können die Funktion eines Bauteils gefährden“, erklärt Christoph Hundseder, Produktionsleitung bei Gruber & Kaja, „Speziell die CNC-bearbeiteten Dichtflächen dürfen keine Lunker aufweisen, da sonst die Dichtlippe nicht durchgehend anliegen würde.“
Diese Qualitätsanforderungen einzuhalten ist umso schwieriger, je größer die Planfläche des Druckgussteils ist. Bei einem Dichtflansch für Sechszylinder-Dieselmotoren eines deutschen Premium-Herstellers, von dem Gruber & Kaja jährlich 250.000 Stück produziert, hat diese eine Ausdehnung von ca. 300 x 370 mm. Ausgebildet als Labyrinthfläche, ist diese in einen aktiven und einen passiven Dichtbereich mit unterschiedlichen Anforderungen eingeteilt. Eine vom Kunden spezifizierte Mindestrauheit erschwert die visuelle Prüfung auf Lunker, deren Größe 0,4 mm übersteigt.

Das System erfasst zuverlässig auch kleinste Einschlüsse und dokumentiert deren Lage und Größe.
Visuelle Prüfung stößt an Grenzen
Die seit 2008 produzierten Teile wurden bisher visuell geprüft. „Dazu haben wir eigene Arbeitsplätze mit einer speziellen Beleuchtung eingerichtet“, berichtet Christoph Hundseder. „Damit erzielten wir bereits eine Fehlerrate unter 50 ppm.“
Nachdem der Automobilhersteller den Folgeauftrag für einige Jahresproduktionen auch wieder an Gruber & Kaja vergab, investierte der oberösterreichische Teileproduzent massiv in die weitere Automatisierung der Produktionslinie. Vor allem durch den Einsatz einiger Roboter und einer neuen Bearbeitungsanlage gelang es, den Durchsatz so zu erhöhen, dass die Produktion der Gesamtmenge in 15 statt 19 Schichten erfolgen kann. „Bei dieser Produktionsrate hätte sich die visuelle Lunkerprüfung nur schwer praktikabel umsetzen lassen“, berichtet Christoph Hundseder. „Wir machten uns daher auf die Suche nach Möglichkeiten einer automatisierten Prüfung.“
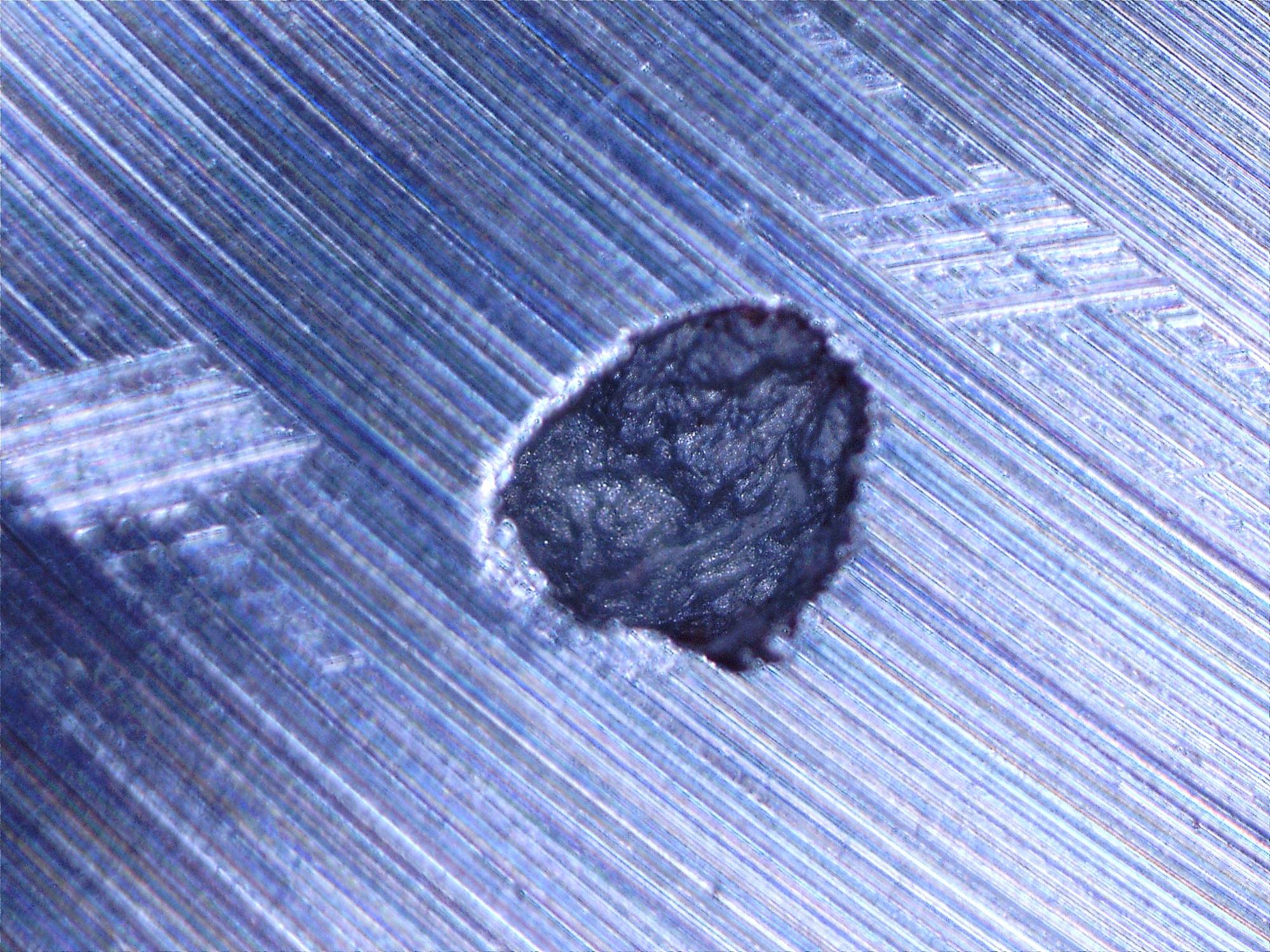
Lunker sind kleine Hohlräume, die durch das Schwinden des Werkstoffvolumens bei der Abkühlung und Erstarrung der Schmelze entstehen und die Funktion der Bauteile gefährden können.
Gemeinsam Neuland beschritten
Angesichts der geringen Ausdehnung der zu entdeckenden Lunker und der rauen Oberfläche gestaltete sich die Suche nicht einfach. Mehr als ein Jahr dauerte allein die Evaluierung der unterschiedlichen technologischen Lösungsansätze, die von unterschiedlichen Geräte- und Systemherstellern angeboten werden. Klar war, dass der beauftragte Anbieter Pionierarbeit leisten muss, denn eine Anlage zur vollautomatischen Prüfung von Alu-Gussteilen auf derart kleine Lunker hatte es bis dahin nicht gegeben.
„Es erwies sich als Glücksfall, dass ich bei meinen Recherchen auf Autforce stieß“, sagt Christoph Hundseder. „Die Autforce Vision Systems GmbH als Hersteller kamerabasierter Inspektionssysteme konnte mir als einzige Anbieter die Erfüllung unserer Vorgaben garantieren.“ Abgesichert durch eine im Frühjahr 2015 von Autforce Vision durchgeführte Machbarkeitsanalyse erfolgte im Sommer desselben Jahres die Auftragsvergabe als Startschuss zur gemeinsamen Entwicklung dieser neuartigen automatisierten optischen Prüfanlage.

In einer von Autforce entwickelten, in den bestehenden Produktionsprozess eingebundenen Anlage erfolgen die vollautomatische Lunkerprüfung und die Lasermarkierung sämtlicher Teile.
Schnell, effizient und rückverfolgbar
Die unterschiedlich strenge Kontrolle verschiedener Bereiche der Dichtflächen auf gegenüberliegenden Seiten des Werkstücks war nur ein Teil der komplexen Anforderungen. Diese umfassten auch das Aufbringen eines Data Matrix Codes (DMC), um die einzelnen Bauteile über den weiteren Produktions- und Produktlebenszyklus rückverfolgbar zu machen.
Erschwert wurde die Aufgabe noch dadurch, dass wegen der Einbindung in einen bestehenden Produktionsprozess eine sehr knappe Taktzeit von maximal 50 Sekunden feststand. Auch der zur Verfügung stehende Raum war – besonders im Verhältnis zu den recht großen Bauteilen – extrem beschränkt. Zudem war die Möglichkeit zu berücksichtigen, auf derselben Linie auch andere Bauteile zu produzieren, zu prüfen und zu codieren. Da für die Messmittelabnahme neben dem regulären Automatikbetrieb auch ein autarker Betrieb der Prüf- und Markieranlage vorzusehen war, musste diese zudem mit entsprechender Sicherheitstechnik ausgestattet werden.
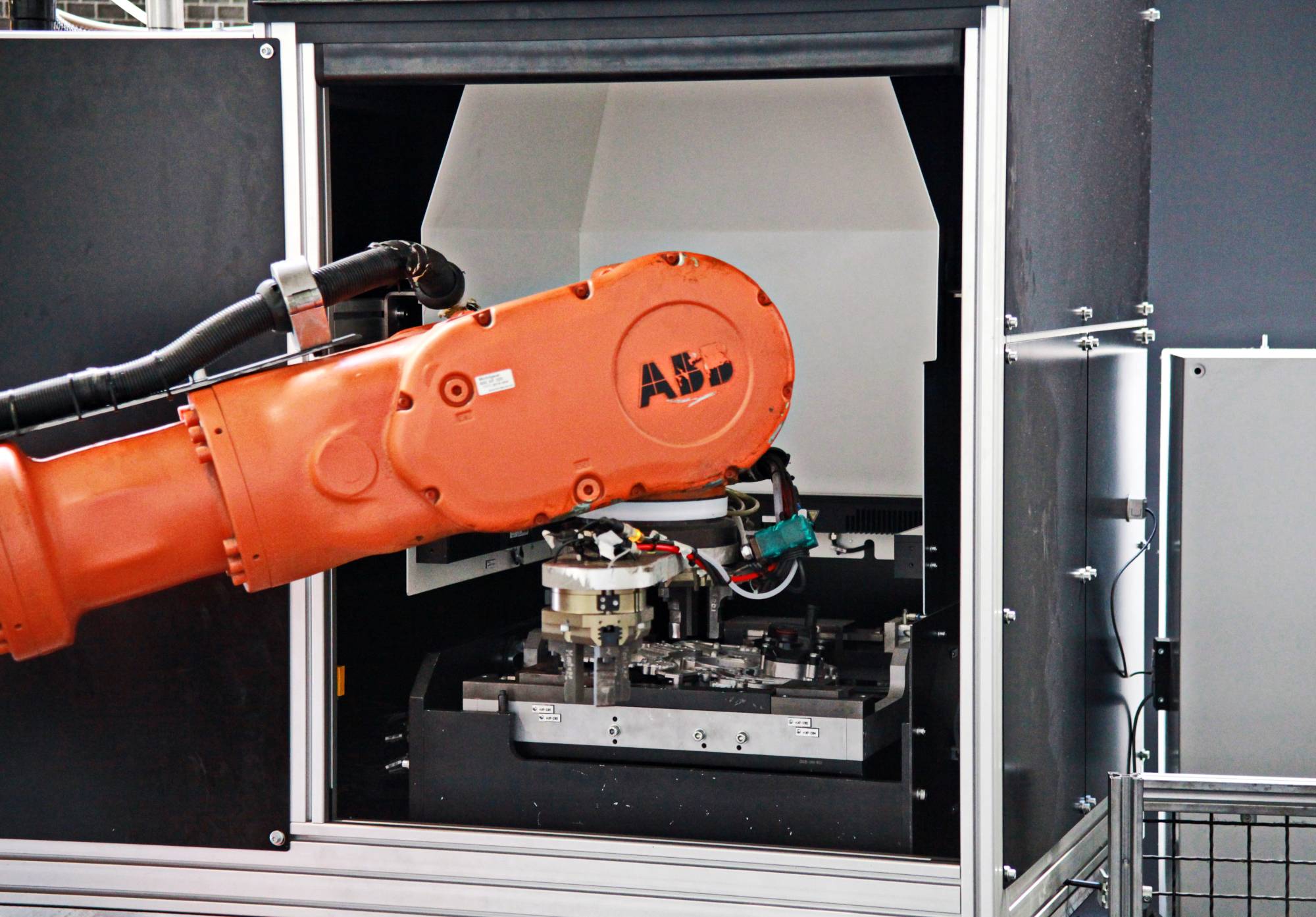
Ein Roboter legt die Teile für die beidseitige Lunkerprüfung in einen speziell konstruierten, kuppelförmigen Belichtungsraum.
Speziell entwickelter Belichtungsdom
Zentrales Element der Lösung ist ein speziell konstruierter, kuppelförmiger Belichtungsraum. In diesem herrscht ein leichter Überdruck, um Luftverunreinigungen draußen zu halten. Die gesamte Anordnung ist aufgrund des Platzmangels in zwei Metern Höhe angebracht und mit einer pneumatisch betätigten Hubtüre ausgestattet, durch die ein in der Produktionszelle vorhandener Roboter die Teile einlegt bzw. entnimmt.
„Um trotz teilweise fehlender Zeichnungen die Platzverhältnisse und das Funktionieren des Handlings abzuklären, nahmen wir Naturmaße auf, bauten ein Modell aus Hartschaumplatten und simulierten die Verfahrwege des Roboters“, erinnert sich Markus Piffer, Geschäftsführer der Autforce Vision Systems GmbH. „Die beidseitige Prüfung machte zudem die Ausstattung mit einer pneumatischen Dreheinheit zum Wenden der untersuchten Bauteile erforderlich.“ Bewegt werden diese innerhalb der Prüf- und Codierkammer in einem Spannrahmen. Dieser ist mit Sensorik ausgestattet, um die Übereinstimmung der Bauteilgeometrie mit den eingelegten Spannbacken und den korrekten Sitz des Bauteils im Rahmen zu kontrollieren.
Mehrstufige Bildauswertung und Codierung
Durch sechs industrielle 8MP-Kameras von der Baumer Optronic GmbH mit speziellen Objektiven von Kowa Optimed Deutschland GmbH erfolgt von oben die erste Bildaufnahme. Das passende Licht dazu liefern vier 500 mm lange, blitzbare Balkenbeleuchtungen von der iiM AG. Während der Rahmen um 180° gedreht wird, werden die sechs Einzelbilder mithilfe der Bildverarbeitungs-Software Halcon von MVTec in einem Bildverarbeitungsrechner von der Imago Technologies GmbH pixelgenau zu einem Gesamtbild zusammengefügt und ausgewertet.
Parallel zur Auswertung der anschließend aufgenommenen Bilder der zweiten Bauteilseite wird der Spannrahmen auf einem pneumatischen Schlitten in eine eigene Zone für die Lasermarkierung gefahren. Dort säubert ein Panasonic-Laser LP-Z256-C mit 25W Laserleistung und integrierter Z-Achse zunächst die Markierfläche und bringt Datum und Uhrzeit in Klarschrift sowie den DMC auf, der anschließend von einem Cognex-Codereader DMR-360X-00 ausgelesen wird, um die Codequalität zu validieren. Eine speziell für Laseranwendungen konzipierte Absauganlage entfernt den dabei entstehenden Rauch und Feinstaub direkt an der Markierstelle und verhindert so das Verschmutzen der Laserlinse und der gesamten Lasereinheit. Nach diesem ca. 12 Sekunden dauernden Vorgang wird der Bauteil wieder in der Kameraprüfzone lagerichtig zur Entnahme bereitgestellt.
Als Besonderheit dieser Anlage wird der DMC nicht nur auf Gut-Teile aufgebracht, sondern auch bei nicht bestandener Lunkerprüfung. „In diesem Fall wird nur ein Teil des Codes geschrieben“, erklärt Markus Piffer. „Lässt sich das Problem z. B. durch Nacharbeit beseitigen, wird der Code nach Bestehen einer erneuten Prüfung ergänzt. So wird das Bauteil bereits vor dem zweiten Durchlauf erfasst und die Nacharbeit ist Teil der gespeicherten Produktinformation.“
Überzeugendes Ergebnis
Die mit einer Simatic-Steuerung von Siemens und ein KTP400-Panel sowie einer Pilz-Sicherheitssteuerung Pnoz Multi 2 automatisierte Funktionsgruppe wurde von Autforce nahtlos in die bestehende Steuerung eingebunden. Dabei wurden auch die Roboterabläufe im Grenzbereich der Roboterachsen entsprechend angepasst, einschließlich der Anpassung der Greiferdrehung beim Be- und Entladen der Folgestationen. Bei dieser Gelegenheit erfolgte die speicherplatzsparende Einbindung der Lunkerprüfung in die bestehende Steuerung.
Die Installation erfolgte zum Jahreswechsel 2015/16. Weil das die erste Anlage dieser Art für so große Bauteile und so kleine Lunker ist, ließ Gruber & Kaja sicherheitshalber eine mehrmonatige Anlauf- und Einstallphase folgen. „Seit einiger Zeit befindet sich die Anlage nun im Produktivbetrieb und überzeugt durch gleichbleibend hohe Qualität und Effizienz bei Inspektion und Codierung“, berichtet Christoph Hundseder. „Varianten dieser innovativen Autforce-Lösung werden wir in Zukunft wohl auch in weitere Produktionslinien integrieren.“
Teilen: · · Zur Merkliste