Schmachtl Algorithmuserstellung: Software erkennt Fehler in Bild
System knackt kaum lösbare Bildverarbeitungsaufgaben: Qualitätsprüfung ist in Produktionsbetrieben unerlässlich. Die hergestellten Teile werden von allen Seiten auf unterschiedlichste Merkmale kontrolliert. Dabei sichert eine automatisierte optische Kontrolle objektiv, zuverlässig und dauerhaft gleichbleibende Qualität. Davor sind aufwändige Programmierarbeiten erforderlich – Feilen an Parametern und Setzen von Schwellen und Toleranzen. Das könnte Schnee von gestern sein, denn basierend auf der Funktionsweise menschlicher Nervenzellen berechnet eine innovative Technologie selbst Algorithmen und setzt damit neue Maßstäbe. Sie kann Fehler in Bildern erkennen.
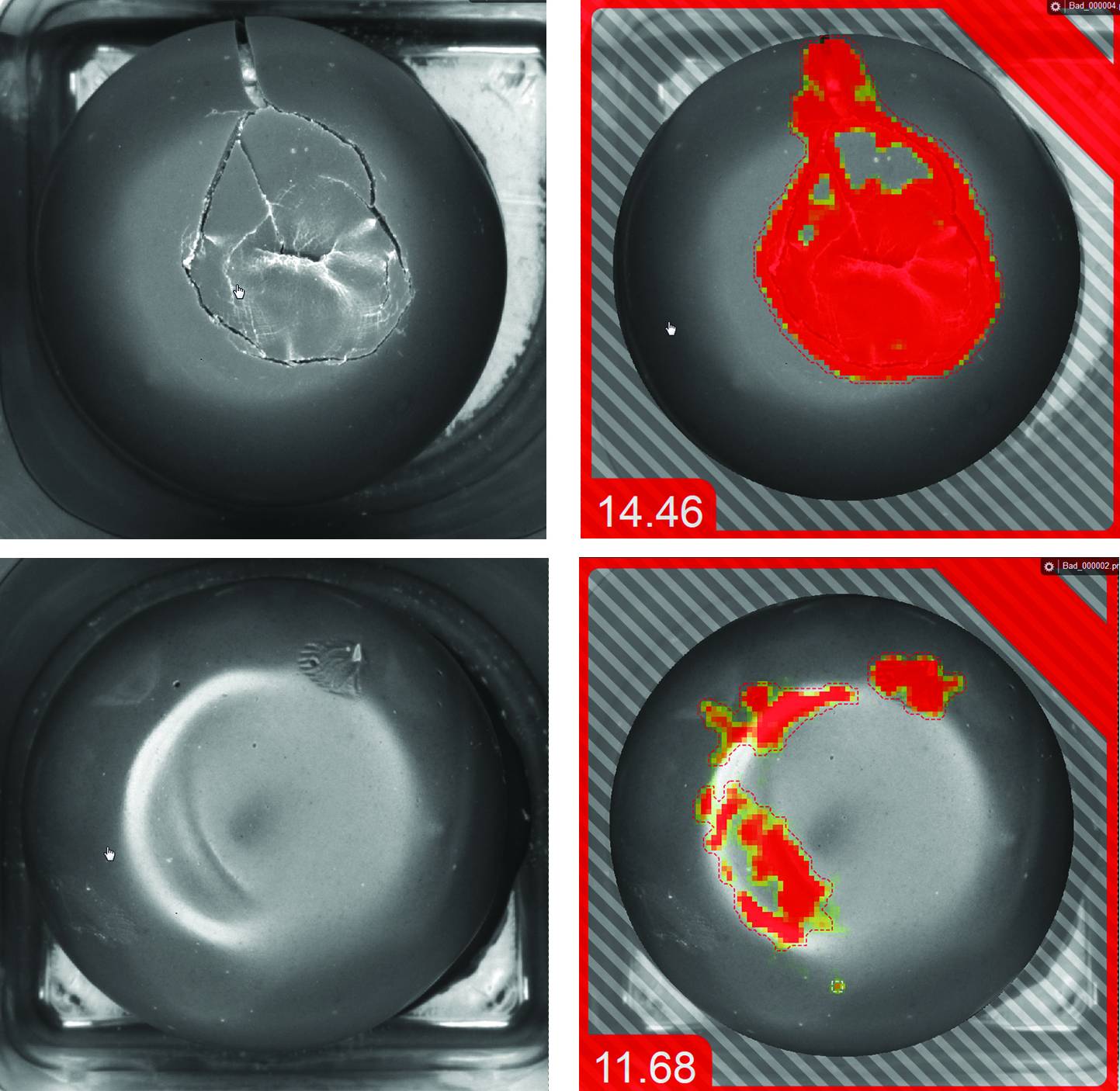
Oberflächenkontrolle auf Schokoglasur.

DI Florian Martin
Produktmanager Bildverarbeitung Schmachtl GmbH.
„Als einer unserer Applikationstechniker zum ersten Mal mit diesem Programm arbeitete, hat ihn das Ergebnis so erstaunt, dass er überzeugt war, etwas übersehen zu haben. Zu einfach schien ihm alles.“
Die Basis für ein erfolgreiches Bildverarbeitungssystem sind perfekt aufeinander abgestimmte Komponenten wie Kameras, Beleuchtung und Schnittstellen. Das Herzstück einer automatisierten optischen Kontrolle bildet aber die Programmierung. Diese besteht aus unzähligen, für jede Anwendung individuell erstellte Algorithmen. In den meisten Fällen ist das eine gut lösbare Aufgabe für die damit befassten Programmierer. Eine Ausnahme stellt die optische Kontrolle von Oberflächen dar, denn Oberflächendefekte und deren Kombinationsmöglichkeiten gibt es unendlich viele. Es ist extrem aufwändig, alle Varianten zu erfassen und die einzelnen Parameter daraufhin exakt zu justieren.
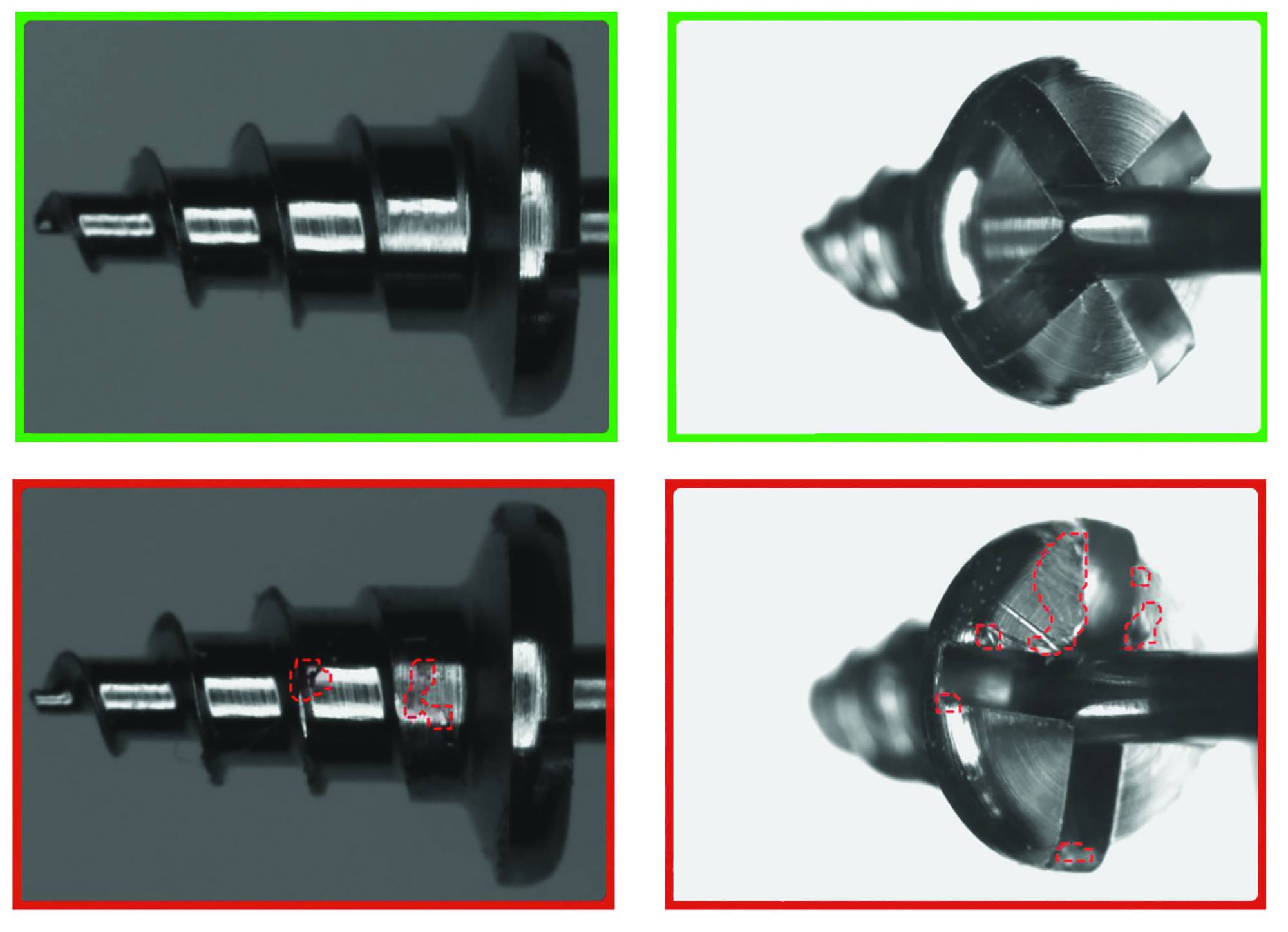
Grüner Rahmen: Gut-Bild/Roter Rahmen: Schlecht-Bild. Das System lokalisiert kleinste Unregelmäßigkeiten auf metallisch glänzenden Teilen.
Oberflächenkontrolle traditionell
Schmachtl realisiert projektbezogene Prüfsysteme zur automatischen Qualitätsprüfung von Serienteilen mittels elektronischer Bildverarbeitung. „Nehmen wir beispielsweise eine Airbag-Abdeckung im Auto-Cockpit. Bisher hat menschliches Prüfpersonal die Abdeckung auf Kratzer, Dellen, Verfärbungen oder Unreinheiten an der Oberfläche überprüft. Das menschliche Auge erfasst diese Unregelmäßigkeiten schnell, doch sind diese Kontrollen wegen Konzentrationsschwankungen, Leistungsdruck oder Ermüdung sehr fehleranfällig“, erläutert DI Florian Martin, Experte für optische Prüftechnik bei Schmachtl, die Problematik der sicheren Oberflächenkontrolle. „Die automatische Bildverarbeitung bietet in diesem Bereich Unterstützung, stößt allerdings ebenfalls bisweilen an ihre Grenzen.“
Handelt es sich etwa um einen Kratzer, muss der Programmierer für jede mögliche Nuance des Kratzers Schwellenwerte und Toleranzen definieren, also objektive Kriterien festlegen. Das geschieht durch Algorithmen. Die Kamera muss genau wissen, wonach sie zu suchen hat. Das Definieren der Grenzwerte kann nur gemeinsam mit dem Kunden erfolgen, denn dieser entscheidet, ab welcher Ausprägung des Kratzers das Produkt als fehlerhaft gilt und aussortiert wird. Dasselbe gilt dann für die Merkmale jeder weiteren Beschädigungsart oder Verschmutzung. In Summe erfordert das unzählige Algorithmen und sowohl von Kunden- als auch von Programmiererseite hohes Expertenwissen.

Einstiegsbild
Fehler und Pseudofehler
„Bei der automatisierten Oberflächenkontrolle feilten wir bisher eine gefühlte Ewigkeit an Parametern, gefolgt von Tests – danach wurden die Werte erneut justiert. Aber trotz sorgfältigster Programmierung blieb die Unterscheidung zwischen Fehlern und Pseudofehlern ein Problem für die Kamera“, erklärt der Prüftechnik-Experte weiter. „Hier kommt die klassische Bildverarbeitung teilweise über eine Trefferquote von 50 % nicht hinaus, während das menschliche Auge treffsicher ist. Der Mensch weiß sofort, ob es sich etwa um ein Loch an der Oberfläche (Fehler) oder ein Staubkorn (Pseudofehler) handelt. Mit der klassischen Bildverarbeitung lässt sich das kaum erfassen.“
Wenn aufgrund der normalen Prozessschwankungen das Bildverarbeitungssystem zu viele Pseudofehler generiert, ist das System nicht zuverlässig genug und wird schlimmstenfalls ausgeschaltet. Das ist für Produktionsbetriebe, für die das Installieren eines Bildverarbeitungssystems ohnehin eine große Investition darstellt, doppelt bitter.
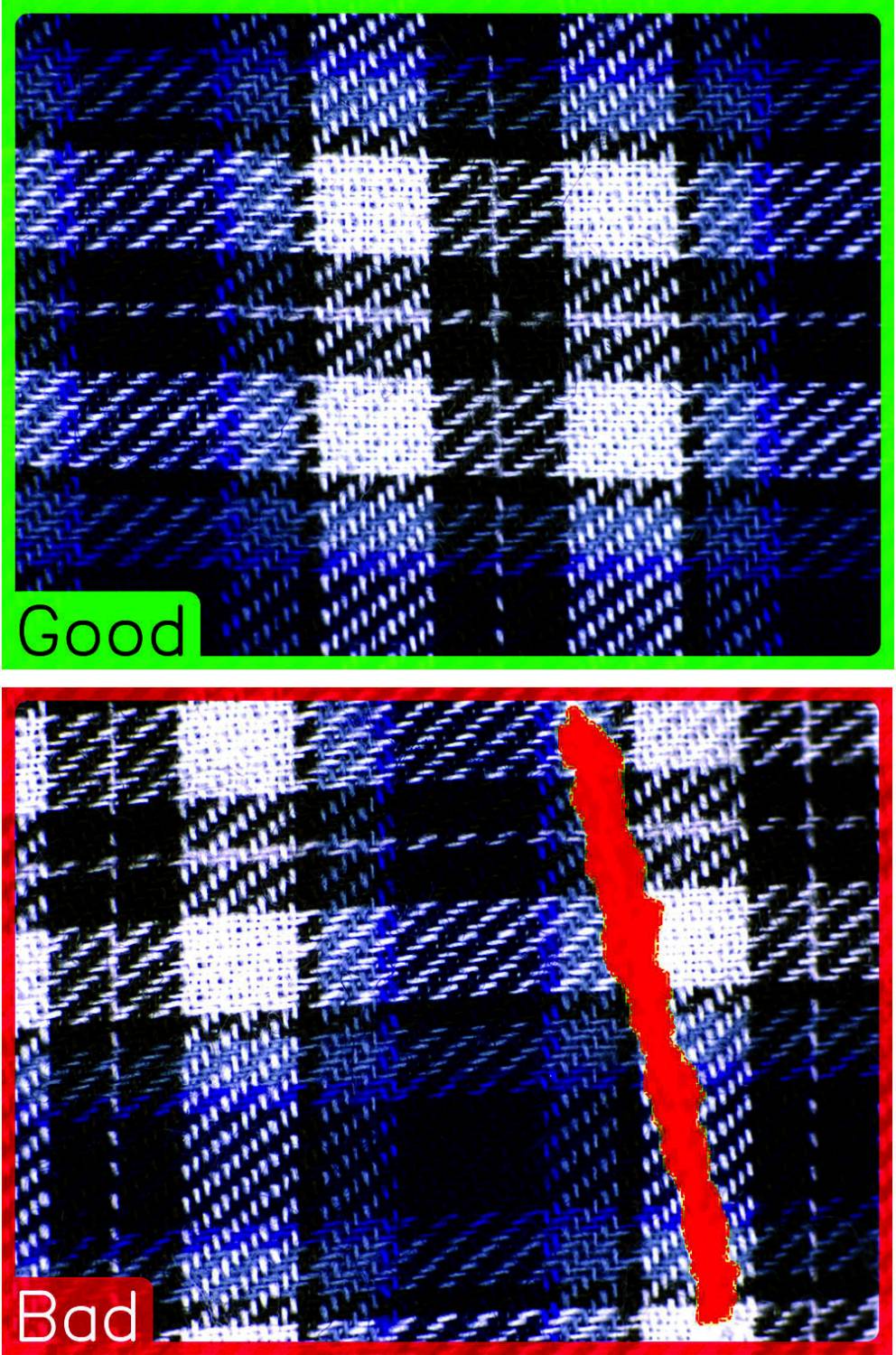
Grüner Rahmen: Gut-Bild/Roter Rahmen: Schlecht-Bild. Die Software identifiziert Fehler auf natürlichen Materialien.
Neue Software erkennt selbst Fehler
Schmachtl setzt bei der Oberflächenkontrolle seit kurzem eine Software ein, die innerhalb kürzester Zeit lernt, Fehler in Bildern zu erkennen. Anhand von Oberflächenbildern erstellt das Programm selbst die passenden Algorithmen und löst damit auch Bildverarbeitungsaufgaben, die bisher kaum bis gar nicht lösbar waren.
Bei den Probeläufen kam das 20-köpfige Systemtechnik-Team aus dem Staunen nicht mehr heraus. „Als einer unserer Applikationstechniker zum ersten Mal mit diesem Programm arbeitete, war er über das Ergebnis derart überrascht, dass er überzeugt war, etwas übersehen zu haben. Zu einfach schien ihm alles“, spricht Produktmanager Martin über den ersten Einsatz der Software. „Mit dieser Beurteilung ist er in guter Gesellschaft, sowohl von anderen Programmierern als auch von Produktionsleitern.“
Neben der Einfachheit in der Bedienung besticht die neue Technologie besonders durch ihre Treffsicherheit. „Aufgrund meiner Erfahrung mit neuronalen Netzen der ersten Generation habe ich dem System anfangs wenig Chancen eingeräumt. Aber mittlerweile hat mich die Performance bei realen Aufgabenstellungen hinsichtlich Bedienung und Qualität der Ergebnisse absolut überzeugt. In einem konkreten Anwendungsfall ist die Unterscheidung von Pseudofehlern und Fehlern von 50 % auf über 98 % gestiegen, und das ohne Konfigurationsaufwand“, ist DI Martin beeindruckt.

Der Algorithmus erkennt Defekte bei extrem strukturierten und schwankenden Hintergründen.
Jedes Bild ist ein gutes Bild
Produktionsbetriebe sämtlicher Branchen profitieren von dieser Innovation, denn es können alle denkbaren Oberflächen damit kontrolliert werden. Der Ablauf ist immer gleich: Gut- und Schlecht-Bilder, beispielsweise aus der bestehenden Lösung, werden gesammelt und die neue Software damit „gefüttert“. Anhand dieser Referenzbilder lernt das Programm selbst die Unterscheidungskriterien zwischen „gut“ und „schlecht“, erstellt die dazugehörigen Algorithmen und ist sofort einsatzbereit.
Der Kunde stellt so viele Bilder wie möglich zur Verfügung. „Je mehr, desto besser“, präzisiert DI Martin. „Nach internen Tests durch unsere Techniker erhält der Kunde eine klare Auskunft über den möglichen Einsatz der Software bei neuen Projekten bzw. über die Sinnhaftigkeit eines Udates bei bestehenden Anlagen.“ Bei bestehenden Anlagen können Kameras und Beleuchtung zum Teil unverändert bleiben, in vielen Fällen werden nur Rechner und Software ausgetauscht, der Aufwand ist also überschaubar. DI Martin ist überzeugt: „Diese neue Technologie hat das Potential zum Game Changer in der optischen Qualitätsprüfung.“
Teilen: · · Zur Merkliste