Schnelle, präzise 3D-Werkstückerfassung per CFL
Der neue Chromatic Focus Line Sensor (CFL) von Werth Messtechnik erlaubt eine schnelle Erfassung von Messwerten mit einer Million Messpunkte in weniger als drei Sekunden. Mit dem auf der chromatischen Aberration basierenden Messprinzip wird eine weitgehende Unabhängigkeit von der Oberflächenbeschaffenheit des Werkstücks erreicht.
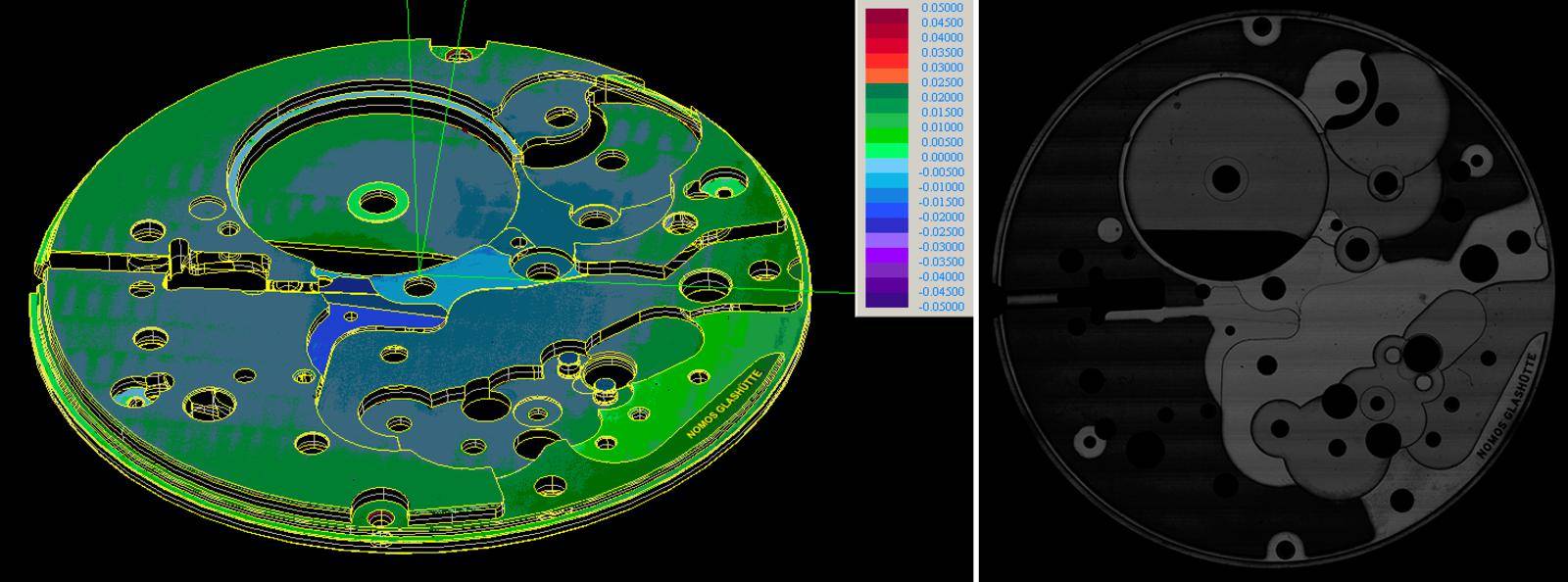
Farbcodierte Abweichungsdarstellung der mit dem Chromatic Focus Line Sensor gemessenen Punktewolke im Vergleich zum CAD-Modell (links) und Rasterbild der Uhrenplatine (rechts) (© Nomos/Werth)
Der Chromatic Focus Line Sensor (CFL) ermöglicht eine schnelle Erfassung der gesamten Werkstückgeometrie. Mit unterschiedlichen Objektiven lassen sich Messunsicherheit und Messbereich an die jeweilige Anwendung anpassen. Durch einen großen axialen Messbereich ist oft kein geregeltes Nachführen zur Werkstückgeometrie notwendig, sodass durch Scanning ein schnelles und einfaches Erfassen großer Flächen möglich ist. Werkstücke mit stark variierender Höhe können mit einer 3D-Vorgabebahn gescannt werden. Der Chromatic Focus Line Sensor misst sowohl diffus reflektierende und spiegelnde als auch transparente Werkstücke sowie Oberflächen mit großen Neigungswinkeln.
Erstmals vollständige 3D-Erfassung
Der CFL projiziert eine Reihe aus etwa 200 weißen Lichtpunkten auf die Werkstückoberfläche. Das von der Oberfläche reflektierte Licht wird spektral analysiert und hierdurch der Abstand zwischen Sensor und Oberfläche bestimmt. Mit dem neuen Liniensensor ist erstmals eine vollständige 3D-Erfassung des Werkstücks bei sowohl hoher Genauigkeit als auch hoher Geschwindigkeit möglich. Er misst etwa eine Million Messpunkte in drei Sekunden.
Der Chromatic Focus Line Sensor verfügt außerdem über eine weitere interessante Funktion: Zusätzlich zur Wellenlänge des reflektierten Lichts wird dessen Intensität ausgewertet und ein Rasterbild der Werkstückoberfläche erstellt. Die nachfolgende Auswertung mit der Bildverarbeitungs-Software gestattet einfache „Im Bild“-Messungen von geometrischen Merkmalen oder eine Festlegung des Werkstück-Koordinatensystems. Auf dieser Grundlage erfolgt die Bestimmung der Positionen für die Messungen mit verschiedenen weiteren Sensoren, ohne dass ein Sensorwechsel notwendig ist.
Auch bei spiegelnden, transparenten, diffusen Oberflächen problemlos
Die bei der hohen Messgeschwindigkeit des CFL bisher unerreichte Genauigkeit erlaubt die Messung von Präzisionsteilen und Mikromerkmalen. Der Sensor wird an spiegelnden oder transparenten Werkstücken wie Prägestempeln oder Hartmetall- bzw. Diamantwerkzeugen eingesetzt, aber auch an diffus reflektierenden Kunststoffteilen. Die hohe Punktedichte ermöglicht eine Bestimmung der Topographie unterschiedlichster Oberflächen, z. B. an feinmechanischen Werkstücken wie Uhrenplatinen. Mit der in den Fertigungsprozess integrierten Messung der Koplanarität von LED-Arrays ist die Halbleitertechnik ein weiterer typischer Einsatzbereich des CFL. Als Messergebnis steht die vollständige Gestalt der Werkstückoberfläche in Form einer Punktewolke zur Verfügung, mit deren Hilfe z. B. Ebenheit oder Rauheit bestimmt und Geometrieelemente gemessen werden können. Auch ein Soll-Ist-Vergleich mit farbcodierter Abweichungsdarstellung ist möglich.
Teilen: · · Zur Merkliste