anwenderreportage
Beckhoff TwinCAT 3: Maschinenflexibilität durch PC-Control
TwinCAT 3 als Steuerungssoftware einer Rundtakt-Montageanlage: Mit einer neuen, kompakten Rundtaktanlage für bis zu acht Montageschritte wird IMA Automation den veränderten Anforderungen der Industrie gerecht: erhöhte Fertigungsflexibilität bei gleichzeitig gesteigerter Anlagen- und Energieeffizienz. Die Grundlage dafür bildet, in Verbindung mit Servoantriebstechnik anstelle von Pneumatik, die PC-basierte Steuerungstechnik von Beckhoff mit der Automatisierungssoftware TwinCAT 3.

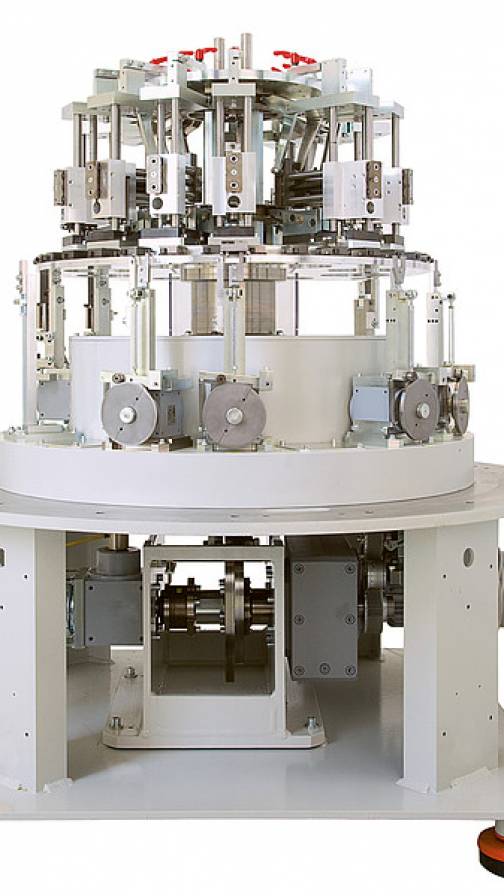
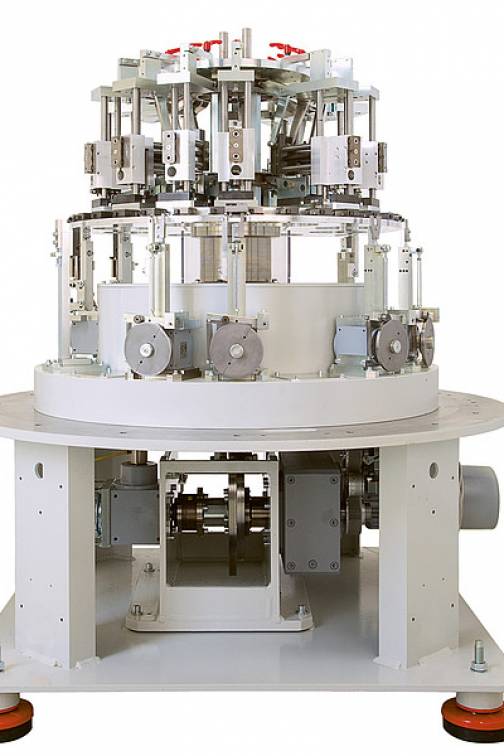
Die von IMA zur Automatica 2014 vorgestellte Rundtaktanlage CGM baut besonders kompakt und lässt sich mit PC-basierter Motion Control äußerst flexibel einsetzen. (Bilder: Beckhoff Automation)

IMA-Entwickler Hans-Jürgen Bumes
„Die drei Bewegungsachsen der Rundtaktanlage sind unter Verwendung der ‚Camming‘-Funktion von TwinCAT 3 synchronisiert, wobei uns die bereits vorhandenen Lösungsbausteine in Hard- und Software sehr geholfen haben.“
Die Automobilbranche ist ein gutes Beispiel für die gestiegenen Fertigungsanforderungen, wie Thomas Ernst, Technischer Leiter bei der IMA Automation Amberg GmbH, erläutert: „Autos sind inzwischen internationale Gesamtkunstwerke. Experten gehen davon aus, dass der Eigenanteil der OEM lediglich noch bei etwa 25 % liegt und der Rest von weltweiten Zulieferern stammt. Und genau das stellt die Zulieferindustrie vor eine Herausforderung: Zum einen lastet jeder neue Auftrag die Anlagen besser aus. Zum anderen aber ist kein Auftrag mehr wie der andere, d. h. selbst der kleinste Stecker muss inzwischen für jeden Hersteller individualisiert werden. Hinzu kommen enorme Verbesserungen in der Spritzgusstechnik. Mussten in der Vergangenheit für einen Stecker bis zu neun Einzelteile montiert werden, so reichen heute drei oder vier Teile aus. Viele Montageanlagen im Bestand, z. B. Rundtaktanlagen mit zwölf oder 16 Hauptarbeitsstationen, sind für diese Anforderungen zu groß und zu unflexibel.“

Die moderne Benutzeroberfläche der IPC-Steuerung von Beckhoff informiert übersichtlich über alle relevanten Parameter und Zustände der CGM.
Infos zum Anwender
Die IMA Automation Amberg GmbH ist Mitbegründer der Montageautomation und zählt zu den internationalen Technologieführern auf diesem Gebiet. Das Unternehmen entwickelt und fertigt technisch komplexe und wirtschaftlich ausgereifte Systeme zur automatischen Montage und Prüfung von Fertigprodukten und Baugruppen unterschiedlichster Art und Größe.
www.ima-automation.de
Kompakte Rundtaktanlage mit hoher Montageflexibilität
Mit der „Compact Grundmaschine“ (CGM), einer Servo-gesteuerten Rundtaktanlage mit acht Hauptarbeitsstationen, hat IMA daher die genannten Defizite behoben. „Die CGM eignet sich ideal für Unternehmen, die kleine Teile aus wenigen Komponenten und in mittleren Stückzahlen fertigen. Zielbranchen sind die Automobil-, Elektronik- und Konsumgüterindustrie. Geplant ist außerdem eine Ausführung für den Pharma- und Medizinbereich. Die Anlage ist kompakter, flexibler sowie bei Anschaffung, Betrieb und Wartung kostengünstiger als vergleichbare kurvengesteuerte Anlagen mit zwölf oder 16 Stationen bzw. pneumatische Lösungen. Antrieb und Bewegung der Einleger erfolgen zentral angetrieben rein elektromechanisch, was gegenüber der Pneumatik nicht nur höhere Taktleistungen – bis zu 50 Takten pro Minute – ermöglicht, sondern zugleich den Energieverbrauch senkt“, geht Ernst ins Detail.
Bei der Servo-Rundtaktmaschine CGM sind die drei Hauptbewegungen Horizontalhub, Vertikalhub und Drehbewegung des Rundschalttisches über einzelne Servomotoren frei und unabhängig voneinander steuerbar. Somit bietet die Anlage größtmögliche Flexibilität, z.B. bei unterschiedlichen Bewegungsabläufen oder sequenziellen Prozessen. „Durch die Entkopplung der Handling- und der Drehbewegungen, können wir die Wartezeiten zwischen den Stationen individuell steuern“, nennt der Techniker einen wesentlichen Vorteil des Antriebskonzepts. So kann die Rundschaltbewegung auch bei langsamen Pick-and-Place-Bewegungen mit voller Geschwindigkeit erfolgen. Hublänge und Abläufe sind frei programmierbar, sodass sich Greifzeiten und Einsetzpositionen schnell an verschiedene Anlagenkonzepte anpassen lassen.

Durch die Multitouch-Funktionalität des Control Panel CP3919 lässt sich z. B. auch ein Drehregler flexibel per Software realisieren.
Offene Steuerungstechnik mit leistungsfähiger Motion-Control-Funktionalität
Umgesetzt wird die hohe Maschinenflexibilität mit PC-Control, wie IMA-Programmierer Franz Lederer erläutert: „Bei der CGM haben wir von der fein skalierbaren und offenen Steuerungstechnik von Beckhoff profitiert. Diese setzen wir bei unseren Maschinen bereits seit 1997 ein. Und schon damals waren die ausschlaggebenden Gründe die PC-typische Offenheit für die Anbindung an übergeordnete Systeme, das breite Spektrum an I/O-Komponenten sowie die hoch performante Datenkommunikation, zu dieser Zeit noch per Lightbus. Im Falle der neuen Rundtaktanlage CGM kommen insbesondere der äußerst kompakte Aufbau der Steuerungstechnik, die kurzen Regel- und Reaktionszeiten sowie die Flexibilität hinsichtlich verschiedener Encoder-Systeme zum Tragen.“
Entscheidend war zudem die Verfügbarkeit leistungsfähiger Hard- und Softwarelösungen für den Bereich Motion Control. Details nennt IMA-Entwickler Hans-Jürgen Bumes: „Die drei Bewegungsachsen der Rundtaktanlage sind über einen virtuellen Master unter Verwendung der ‚Camming‘-Funktion (Kurvenscheiben) der Automatisierungssoftware TwinCAT 3 verknüpft bzw. synchronisiert. Hier haben uns die bereits vorhandenen Lösungsbausteine in Hard- und Software sehr geholfen. Zumal TwinCAT insgesamt ein flexibles und effizientes Engineering ermöglicht. Eine optimale Kommunikationsbasis steht mit EtherCAT – einem offenen Highspeed-Feldbus sowie etablierten und bei Drittgeräten- bzw. -komponenten weit verbreiteten Standard – ebenfalls zur Verfügung.“
Kern des Steuerungssystems bildet der lüfterlose Einbau-IPC C6525. Bedient wird die Anlage über das per DVI/USB-Extended angebundene Multitouch-Control-Panel CP3919, auf dessen 19-Zoll-Multifinger-Touchscreen per Software auch traditionelle Bedienelemente, wie Taster und Drehregler, umgesetzt sind. Die I/O-Ebene besteht aus EtherCAT-Kopplern EK1100, HD-EtherCAT-Klemmen EL1819 (16-Kanal-Digital-Eingang) und EL2809 (16-Kanal-Digital-Ausgang) sowie den EtherCAT-Klemmen EL2008 (8-Kanal-Digital-Ausgang) und EL2024 (4-Kanal-Digital-Ausgang). Hinzu kommt eine DMX-Masterklemme EL6851 für die Ansteuerung der LED-Beleuchtung für die Betriebsstatusanzeige.

Der lüfterlose IPC C6525 ist für den platzsparenden Einbau in den Schaltschrank konzipiert und mit einem nach außen geführten Kühlkörper ausgestattet.
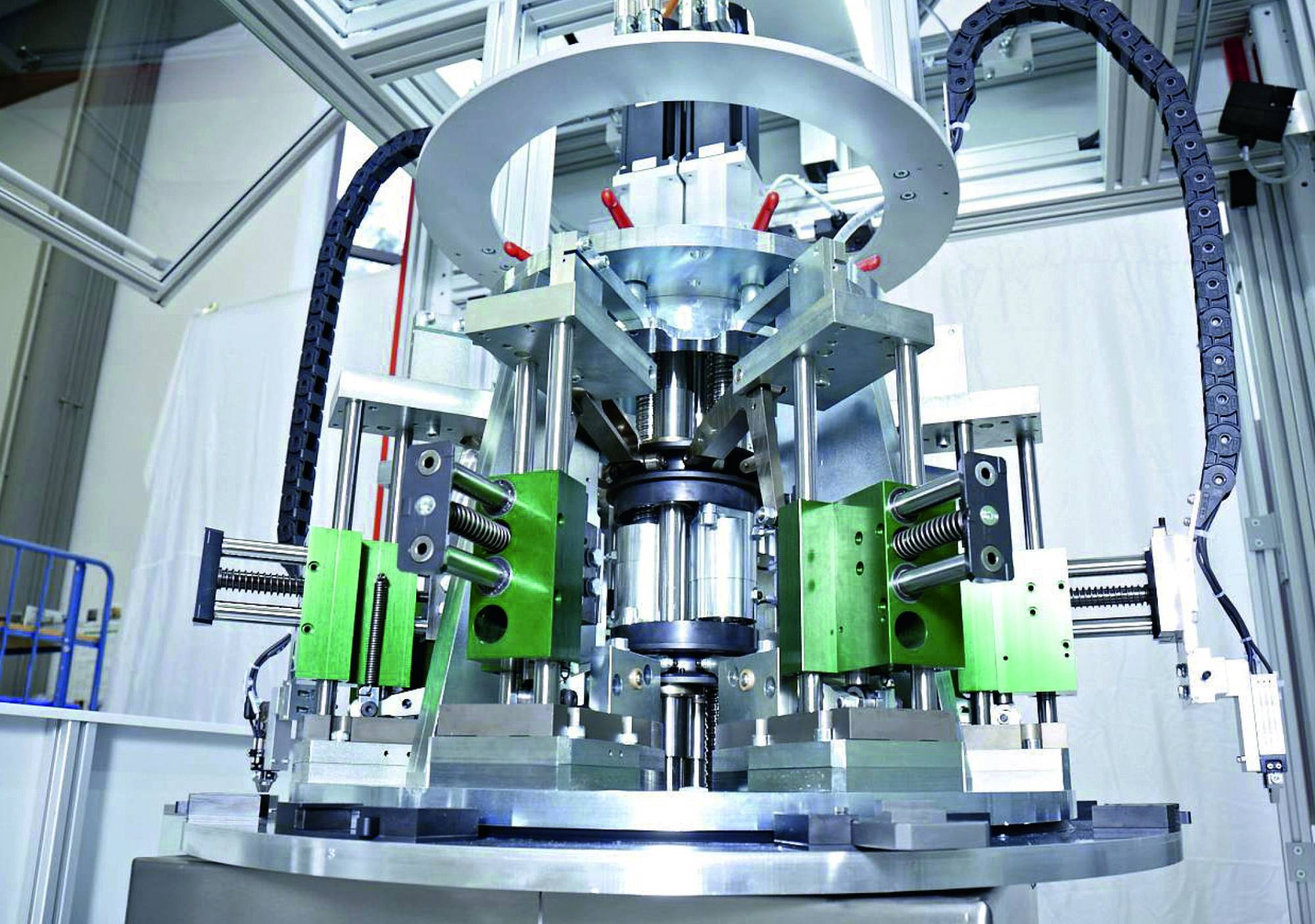
Bei der Servo-Rundtaktmaschine CGM sind die drei Hauptbewegungen Horizontalhub, Vertikalhub und Drehbewegung des Rundschalttisches über einzelne Servomotoren frei und unabhängig voneinander steuerbar. Somit bietet die Anlage größtmögliche Flexibilität. Bild (IMA Automation)
TwinCAT 3 zur Achssynchronisation per Kurvenscheibe
Softwareseitig nutzt IMA TwinCAT NC PTP (für Punkt-zu-Punkt-Bewegungen). Die Kernfunktionalität ist die Bewegungssteuerung über die Bibliothek NC-Camming und über einen Achs-Funktionsbaustein, der die Achsbewegungen über Kurven und eine virtuelle Master-Achse vorgibt. Dabei werden die Kurven für die Achsen anhand eines vordefinierten Algorithmus und einiger Zielpunkte automatisch als ruckoptimiertes Profil generiert und in die NC geladen. Konkret werden hierfür Motion-Funktionen genutzt und die einzelnen Bewegungsgesetze bzw. Motion-Punkte zyklisch umgeschrieben.
Die Bedienung erleichtert TwinCAT PLC HMI, ein Stand-alone-Tool zum Darstellen von Visualisierungen, die in der TwinCAT-PLC-Entwicklungsumgebung erstellt worden sind. Hierüber ist die Motion-Control-Funktionalität der CGM in Tabellenform so parametrierbar, dass ohne Programmierung durch reine Änderung der Parameter (Zielpunkte) ein komplett anderer Bewegungsablauf stattfinden kann. Dabei werden die verschiedenen Kurven, wie definiert, als Sequenz nacheinander abgearbeitet. Außerdem lassen sich mehrere Sequenzen (Bewegungsabläufe) vordefinieren und dann anschließend einfach anwählen.
Teilen: · · Zur Merkliste