anwenderreportage
Gipfelstürmer der Automation
Wertschöpfung im Steuerungs- und Schaltanlagenbau: Im Steuerungs- und Schaltanlagenbau gibt es viel Optimierungspotenzial. Die Schweizer Firma W. Althaus AG, die zu den modernsten der Schweiz – wenn nicht Europas – zählt, hat sämtliche Prozesse durchleuchtet und so weit wie möglich automatisiert. Die erfolgreiche Strategie: durchgängige Prozesse und Daten vom Engineering über die Fertigung bis zur Prüfung der Anlagen.

Mit über 100 Mitarbeitern bietet die W. Althaus AG ihren Kunden umfassende Kompetenzen rund um die Steuerungstechnik.

Dr. Thomas Steffen
Geschäftsführer Forschung und Entwicklung bei Rittal.
„„Die Software-Anbindung und die Beherrschung von Schnittstellen werden zukünftig alles bestimmen. Eplan, Cideon, Rittal und Kiesling bieten als Unternehmensverbund hohes Potenzial zur Steigerung der Wertschöpfung durch Rationalisierungen in Engineering und Produktion.
Dr. Thomas Steffen, Geschäftsführer Forschung und Entwicklung bei Rittal.“
Die Schweiz ist ein Hochlohnland, der Schweizer Franken zudem eine sehr starke Währung. „Wir sind deshalb ständig auf der Suche nach Optimierungsmöglichkeiten innerhalb unseres Unternehmens“, sagt Walter Althaus, der das mittelständische Unternehmen führt. Mit über 100 Mitarbeitern bietet der Steuerungs- und Schaltanlagenbauer seinen Kunden umfassende Kompetenzen rund um die Steuerungstechnik. „Unsere Kunden sind zu einem großen Teil Schweizer Maschinenbauunternehmen“, sagt Walter Althaus.
Um die Optimierungspotenziale im Steuerungsbau zu erschließen, wurden innerhalb des Unternehmens alle Prozesse unter die Lupe genommen, beginnend bei Planung und Entwicklung. Dort wird zunächst m Hardware-Engineering die Lösung entwickelt, mit der sich die Kundenanforderungen optimal umsetzen lassen. Dabei wird die Elektroplanung seit über 20 Jahren mit den CAE-Systemen von Eplan durchgeführt. Heute ist das Eplan Electric P8. Im Anschluss daran erstellen die Fachleute bei der W. Althaus AG einen virtuellen Schaltschrank-Prototyp in Eplan Pro Panel.

(Aufmacherbild)
Infos zum Anwender
Das Schweizer Familienunternehmen W. Althaus AG entwickelt und produziert seit 1968 Produkte und Lösungen für die industrielle Automation. Diese reichen von einfachsten, elektrischen Steuerungen bis zu komplexen Automatisierungslösungen.
www.althaus-ag.ch
Daten müssen komplett sein
Die Qualität des Prototyps ist stark davon abhängig, dass für alle eingesetzten Komponenten entsprechende Daten vorliegen. Diese müssen neben den mechanischen Abmessungen auch die Details zu den elektrischen Anschlüssen enthalten. Nicht weniger wichtig sind kaufmännische Daten wie Bestellnummern und Preise. Am einfachsten lassen sich die Daten aus dem Eplan Data Portal – dort sind ca. 480.000 Artikel- und Gerätedatensätze von über 60 namhaften Herstellern hinterlegt – direkt in die lokale Eplan-Datenbank bei Althaus herunterladen. „Mit den Eplan-Tools und der Anbindung an unser ERP-System steuern wir praktisch alle Prozesse innerhalb des Unternehmens“, betont Althaus: „Deswegen ist es für uns besonders wichtig, dass die Daten im Eplan Data Portal möglichst komplett vorhanden sind.“
Mithilfe der Schaltschrank-Systemtechnik von Rittal werden die Steuerungs- und Schaltanlagen standardisiert und modular realisiert. Bei den Komponenten mancher Hersteller, deren Daten nicht so vollständig vorliegen, muss das Unternehmen einen großen Aufwand betreiben, um die interne Datenbank komplett und aktuell zu halten. Letztendlich steht und fällt die ganze Automatisierung bei der W. Althaus AG mit der Qualität dieser Komponentendaten. Grundvoraussetzung ist, dass die bei der Elektroplanung und der Prototypenerstellung erzeugten Daten durchgängig weiterverwendet werden können. Nur so lassen sich die nachfolgenden Prozesse mit der notwendigen Effizienz steuern. Mit den Daten aus der Eplan Plattform ist dies ohne Probleme möglich.
Zukunftsmusik: Bereits heute lassen sich Montageplatten mit dem Averex Verdrahtungsroboter innerhalb kürzester Zeit verdrahten.
Ansteuerung direkt aus Engineering-Daten
Die Fertigung im Steuerungs- und Schaltanlagenbau ist andernorts noch oft von Handarbeit geprägt. Bei der W. Althaus AG setzt man aber auch in der Fertigung auf einen möglichst hohen Automationsgrad. So wird beispielsweise direkt aus Eplan Pro Panel heraus ein Routing für die Kabelkonfektionierung durchgeführt. Sämtliche dafür notwendigen Daten sind in der Elektroplanung und im virtuellen Prototyp bereits vorhanden. Mit diesen Daten lassen sich die vollautomatischen Maschinen zur Kabelkonfektionierung direkt steuern. In der Kabelkonfektionierung werden die Kabel abgelängt, beschriftet, abisoliert und je nach Anschlusstechnik z.B. mit Aderendhülsen versehen. Alle für einen Auftrag benötigten Verdrahtungsleitungen lassen sich somit fertig konfektioniert und beschriftet zur Verfügung stellen. Das vereinfacht die Kontaktierung der Komponenten im Schaltschrank sehr.
Auch bei der Bearbeitung der Metallteile des Schaltschranks setzt das Unternehmen auf Automatisierung. Zur Bearbeitung von Gehäuseteilen wie Schaltschranktüren, Seitenteile und Montageplatten kommen u.a. Perforex-Maschinen von Kiesling zum Einsatz. Die Maschinen dieses Unternehmens, das wie Eplan und Rittal zur Friedhelm Loh Group gehört, eignen sich für alle im Schaltanlagenbau üblichen Materialien wie Stahl, Edelstahl, Aluminium, Kupfer und Kunststoff. Mit ihnen lassen sich Bohrungen, Gewinde und Ausbrüche schnell und automatisiert erstellen. Auch diese Maschinen lassen sich direkt mit den Daten aus Eplan Pro Panel ansteuern. „Die Ansteuerung der automatisierten Maschinen in der Fertigung durch die Daten, die wir mit Eplan Pro Panel erzeugen, ist entscheidend für ein reibungsloses Ineinandergreifen der verschiedenen Prozesse in der Fertigung“, sagt Althaus: „Nur so können wir die gewünschte Effizienz in der Fertigung erreichen.“

Um Gehäuseteile wie Schaltschranktüren, Seitenteile und Montageplatten zu bearbeiten, kommen unter anderem Perforex-Maschinen von Kiesling Maschinentechnik zum Einsatz (Ausstellungsbild).
Klemmen automatisiert bestücken
Ein weiterer arbeitsintensiver Fertigungsschritt, der heute viel manuelle Tätigkeit erfordert, ist das Montieren von Klemmen auf Hutschienen. Stets auf der Suche nach Effizienzsteigerungen, hat sich die W. Althaus AG auch diesen Prozess vorgenommen. Der eigentliche Montagevorgang – die Klemme auf die Hutschiene setzen und aufschnappen – ist nicht sehr komplex. Daher entstand die Idee, die Klemmenbestückung von Hutschienen mit einer Maschine zu automatisieren. Das Ergebnis der Entwicklung ist der Klemmenbestückungsautomat Athex. Kernstück dieser Maschine ist ein Bestückungsarm, der die passende Klemme aus einem Magazin entnimmt und sie an der richtigen Stelle auf die Hutschiene aufrastet. Der Automat kann je nach Ausstattung bis zu 6.000 Klemmen aufnehmen und diese automatisiert auf Hutschienen montieren. Auch die Beschriftung der Klemmen wird direkt in der Maschine vorgenommen. Eine ideale Ergänzung für den Bestückungsautomat ist die Zuschnittmaschine Cutex. Diese kann Hutschienen automatisiert auf die richtige Länge zuschneiden und direkt beschriften. Werden mehrere Aufträge abgearbeitet, kann die Zuschnittmaschine gleichzeitig den Verschnitt minimieren.
Beide Maschinen können direkt mit den Daten aus dem Eplan-Projekt arbeiten. Der kombinierte Einsatz der beiden automatisierten Maschinen kann die Anzahl der manuellen Arbeitsschritte in diesem Teil des Schaltanlagenbaus deutlich reduzieren. „Wir gehen davon aus, dass wir die Produktivität bei der Bestückung der Hutschienen um 50 Prozent steigern können“, schildert der Firmeninhaber das Potenzial der automatisierten Montage. Als Ergebnis werden fertig konfektionierte und beschriftete Hutschienen produziert, die nur noch im Schaltschrank montiert und verdrahtet werden müssen.
Die W. Althaus GmbH konzipierte und entwickelte den Klemmenbestückungsautomat Athex ursprünglich für die eigene Fertigung. Dabei entstand die Idee, die Maschine zur Marktreife zu entwickeln und zu vertreiben. „Da wir als Steuerungsbauer eine solche Maschine nicht selbst vermarkten können, haben wir uns an Kiesling Maschinentechnik gewendet, mit denen wir schon lange vertrauensvoll zusammenarbeiten“, so Althaus. Daher hat Kiesling Maschinentechnik die Athex in das eigene Programm integriert und vermarktet sie jetzt weltweit.
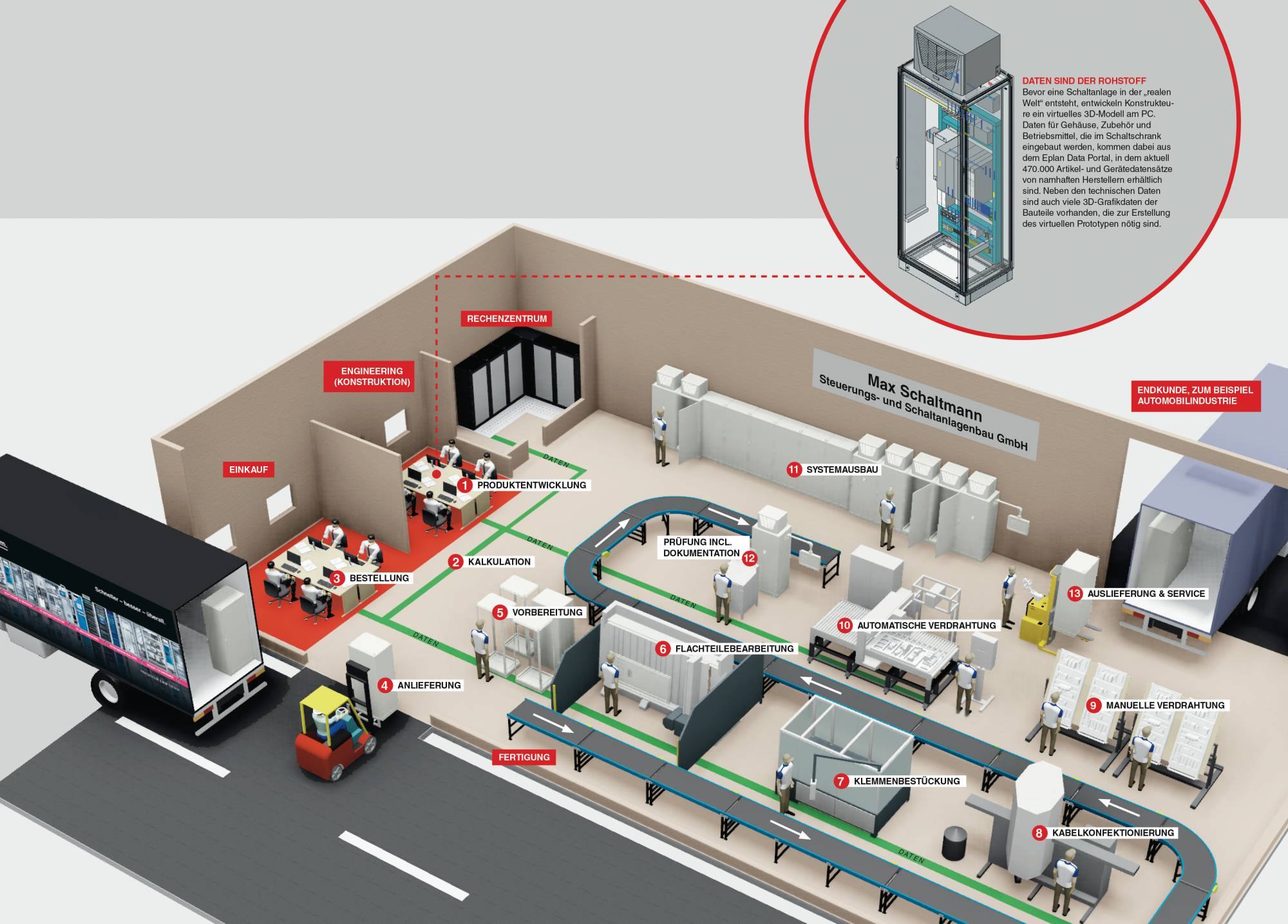
Das Schaubild zeigt vereinfacht modernste Wertschöpfungsabläufe im Steuerungs- und Schaltanlagenbau mit dem Leistungsspektrum der Friedhelm Loh Group.
Prüfung ebenfalls automatisieren
Neben den Effizienz- und Kostenvorteilen ist ein wesentlicher Vorteil der automatisierten Prozesse in der Fertigung die höhere Qualität. Konsistent beschriftete Kabel, Hutschienen und Klemmen helfen beispielsweise mit, Fehler bei der Verdrahtung zu reduzieren. Dennoch gehört die Prüfung von Steuerungsanlagen vor der Auslieferung natürlich zum Standard, denn bereits vor der Auslieferung bemerkte und behobene Fehler helfen Kosten vermeiden und erhöhen die Kundenzufriedenheit. Auch die Prüfung lässt sich automatisieren. Dazu bietet Kiesling Maschinentechnik mit dem Panel Scout eine Teststeuerung an, die gegenüber einem konventionellen Testverfahren eine Zeitersparnis um etwa 60 Prozent ermöglicht. Daneben spricht auch die höhere Zuverlässigkeit für ein automatisiertes Testverfahren. „Bei der konventionellen Prüfung können natürlich auch Fehler auftreten, die wir mit dem Panel Scout vermeiden können“, zeigt sich Althaus von dem System überzeugt. Der Panel Scout besteht aus einem PC, der über einen an die Anwendung angepassten Adapterwagen mit der Steuerung des Prüflings verbunden wird. „Eine automatisierte Prüfung lohnt sich ab einer Losgröße von etwa 30 Stück“, erklärt Althaus.
Automatisierte Verdrahtung ist möglich
Mit den vielen Optimierungen, die die W. Althaus AG in den letzten Jahren schon realisiert hat, gehört sie sicherlich zu den modernsten Steuerungsbauern der Schweiz, wenn nicht ganz Europas. „Durch die zusätzlichen Optimierungen entlang der Prozesskette“, so der Firmeninhaber, „haben wir in den letzten zwei bis drei Jahren allein in der Fertigung einen Effizienzgewinn von rund 20 Prozent erreicht.“ Grundvoraussetzung für die hohe Effizienz ist die Durchgängigkeit der Daten entlang der gesamten Prozesskette vom Engineering über die Fertigung bis hin zur Prüfung. Auch die kaufmännischen Prozesse, wie Kalkulation, Bestellwesen und Logistik sind dank der durchgängigen Datenhaltung optimal integriert.
„Mit den Unternehmen der Friedhelm Loh Group, Eplan, Rittal und Kiesling Maschinentechnik pflegen wir schon seit Jahren einen sehr engen Kontakt“, sagt Althaus. Dabei habe er stets auf die neuesten Entwicklungen gesetzt, um die Effizienz in seinem Unternehmen weiter voranzubringen. Auch in Zukunft wird es Weiterentwicklungen geben, um die Automatisierung voranzutreiben, ist der Firmeninhaber überzeugt: „Die automatisierte Verdrahtung von Komponenten, wie sie Kiesling Maschinentechnik jetzt mit dem Verdrahtungszentrum Averex plant, werden wir auf jeden Fall testen.“ Nur durch immer weitere Optimierungen könne man als Schweizer Unternehmen mit relativ hohem Lohnniveau international wettbewerbsfähig bleiben.
Teilen: · · Zur Merkliste